






Ведущий тестер клапанов основной покупатель
2026-05-13
- Почему стенд для испытания клапанов определяет надежность всей трубопроводной системы
- Критические технические параметры: как выбрать стенд для испытания клапанов под ваши задачи
- Сравнение методов испытаний: вода, воздух или масло?
- Типичные ошибки при эксплуатации и как их избежать
- Сертификация и соответствие международным стандартам
- Экономическая эффективность и срок окупаемости
- Часто задаваемые вопросы
- Заключение: инвестируйте в надежность
Почему стенд для испытания клапанов определяет надежность всей трубопроводной системы
Стенд для испытания клапанов — это не просто вспомогательное оборудование, а критический узел контроля качества, от которого зависит безопасность эксплуатации нефтегазовых магистралей и энергетических объектов. В нашей практике мы неоднократно сталкивались с ситуациями, когда экономия на испытательном оборудовании приводила к утечкам рабочей среды под высоким давлением уже через три месяца после запуска объекта. Один из наших клиентов, крупный поставщик запорной арматуры для химической промышленности, потерял контракт на 2 миллиона долларов из-за того, что их внутренний тестер не выявил микродефекты уплотнения при циклических нагрузках. Именно поэтому выбор правильного испытательного комплекса становится вопросом выживания бизнеса, а не просто технической необходимостью.
Рынок требует оборудования, способного работать в диапазоне давлений до 420 МПа и температур от -60°C до +800°C, имитируя реальные условия эксплуатации. Современные стандарты API 598 и ISO 5208 диктуют жесткие требования к герметичности, которые невозможно проверить без специализированных гидравлических систем. ООО «Юнцзя Дэли», основано в 1994 году, является высокотехнологичным предприятием с сертификатом ISO9001 и правом самостоятельного экспорта, которое разрабатывает и производит гидравлические стенды для испытания всех типов клапанов (DN15–3200), а также шаровые шлифовальные станки. Оборудование работает с водой, воздухом и маслом, применяется в промышленности для проверки герметичности, давления и крутящего момента клапанов, гарантируя высокое качество и профессиональное обслуживание заказчиков.
Критические технические параметры: как выбрать стенд для испытания клапанов под ваши задачи
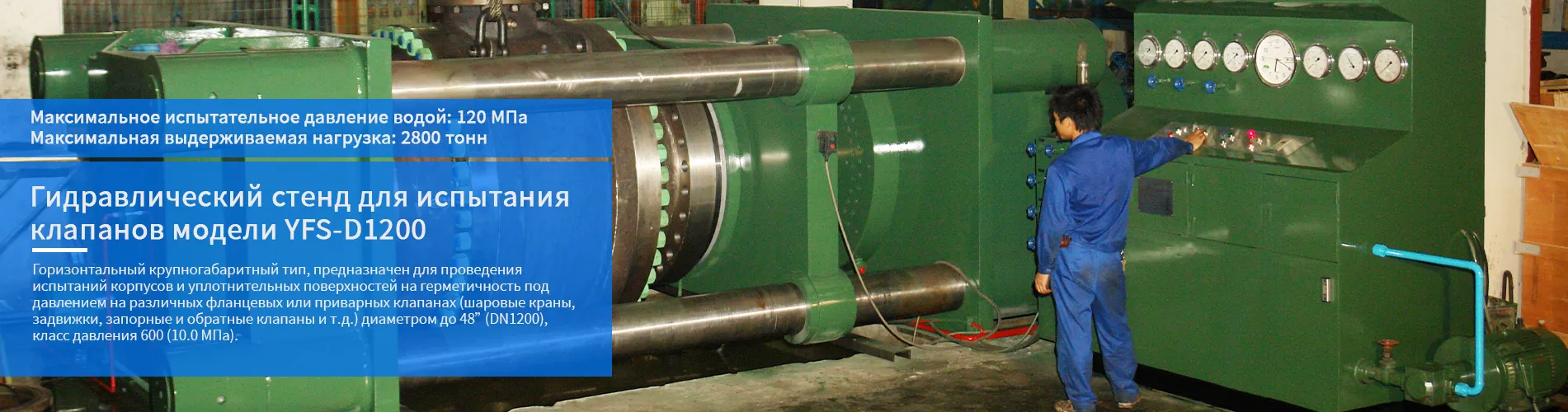
При выборе испытательного комплекса большинство закупщиков совершают одну и ту же ошибку: они смотрят только на максимальное давление, игнорируя объем гидроцилиндра и скорость нарастания давления. Это фундаментальное заблуждение. Если вы тестируете задвижки DN1200, вам нужен не просто насос высокого давления, а система с большим объемом масляного бака, чтобы компенсировать расширение металла корпуса при опрессовке. Мы видели случаи, когда маломощные станции останавливали цикл каждые 15 секунд для докачки масла, что приводило к неравномерному распределению нагрузки и ложным срабатываниям датчиков течи.
Диапазон диаметров DN15–3200 требует универсального подхода к зажимным механизмам. Традиционные цепные захваты часто повреждают фланцевые поверхности дорогих клапанов из нержавеющей стали или сплавов Hastelloy. Передовые решения используют гидравлические самоцентрирующиеся патроны с мягкими накладками из полиуретана высокой плотности. Такой подход позволяет фиксировать арматуру без риска деформации посадочных мест. Важно учитывать тип привода: электрические насосы обеспечивают более плавную подачу давления, что критично для тестирования чувствительных регулирующих клапанов, тогда как пневмогидравлические усилители незаменимы там, где требуется экстремально быстрое создание давления для ударных испытаний.
Точность манометров и датчиков давления должна соответствовать классу точности не ниже 0.4 по ГОСТ или ASME B40.100. Использование дешевых аналоговых манометров с классом 1.5 или 2.5 недопустимо при сертификации продукции для атомной энергетики или шельфовых проектов. Цифровая система сбора данных должна фиксировать график давления во времени с частотой дискретизации не менее 10 Гц. Это позволяет выявить даже кратковременные провалы давления, которые свидетельствуют о пластической деформации материала или проскальзывании уплотнений. Предприятие гарантирует высокое качество и профессиональное обслуживание заказчиков, предоставляя полные протоколы испытаний, соответствующие международным нормам.
- Рабочая среда: Универсальные стенды должны поддерживать тестирование водой (гидростатика), сжатым воздухом (пневматика) и инертными газами. Переключение между средами должно занимать не более 10 минут без полной разборки контура.
- Система безопасности: Обязательное наличие защитных экранов из поликарбоната толщиной не менее 20 мм или стальных решеток, рассчитанных на разрыв корпуса испытуемого изделия при максимальном давлении.
- Автоматизация: Программное обеспечение должно позволять задавать профили испытаний (ступенчатое повышение, выдержка, сброс) и автоматически формировать отчеты в форматах PDF и Excel.
- Эргономика: Поворотные столы или манипуляторы для клапанов весом свыше 500 кг обязательны для соблюдения норм охраны труда и ускорения цикла загрузки/выгрузки.
Не забывайте проверять совместимость уплотнительных материалов гидравлической системы с вашей рабочей жидкостью. Мы сталкивались с ситуацией, когда использование синтетического масла приводило к разбуханию резиновых уплотнений в насосной группе китайского производства, что вызывало внутренние перетечки и падение КПД системы на 30% уже через полгода эксплуатации. Всегда запрашивайте паспорт совместимости материалов у производителя.
Сравнение методов испытаний: вода, воздух или масло?
Выбор испытательной среды напрямую влияет на стоимость оборудования и безопасность процесса. Гидравлические испытания водой являются наиболее распространенным методом благодаря несжимаемости жидкости и низкой стоимости рабочей среды. Однако этот метод имеет существенный недостаток: после теста требуется тщательная сушка клапана, особенно если он предназначен для работы с кислородом или агрессивными газами. Остаточная влага может вызвать коррозию внутренних полостей или замерзнуть при транспортировке в северные регионы, блокируя работу затвора.
Пневматические испытания сжатым воздухом или азотом позволяют избежать проблемы влажности и значительно ускоряют процесс подготовки изделия к отгрузке. Но здесь кроется главная опасность: сжатый газ накапливает огромную потенциальную энергию. При разрыве корпуса клапана во время пневмоиспытаний происходит взрывоподобное разрушение, осколки могут разлетаться на десятки метров. Поэтому стенд для испытания клапанов, работающий с газом, должен быть оснащен системой аварийного сброса давления, реагирующей на падение давления быстрее 0.1 секунды, и находиться в изолированном боксе.
| Параметр сравнения | Гидравлический метод (Вода/Масло) | Пневматический метод (Воздух/Газ) | Комбинированный стенд |
|---|---|---|---|
| Безопасность при разрыве | Высокая (жидкость не расширяется) | Низкая (риск взрыва, требуются усиленные ограждения) | Зависит от режима, требует двойной защиты |
| Чувствительность к микроутечкам | Средняя (видны капли, но сложно обнаружить газопропускание) | Очень высокая (пузырьки в воде или падение давления) | Универсальная, позволяет выбрать метод под задачу |
| Подготовка изделия после теста | Требует сушки и антикоррозийной обработки | Изделие готово к упаковке сразу | Зависит от последнего использованного метода |
| Стоимость оборудования | Ниже (простые насосы и емкости) | Выше (компрессоры, редукторы, системы безопасности) | Максимальная (два независимых контура) |
| Применение | Проверка прочности корпуса (гидростатика) | Проверка герметичности затвора (пневматика) | Полный цикл сертификации по API 598 |
В реальной производственной среде оптимальным решением является комбинированный подход. Сначала проводится гидравлическое испытание корпуса на прочность давлением, превышающим рабочее в 1.5 раза, так как это безопасно. Затем, после слива воды и сушки, выполняется пневматическое тестирование герметичности затвора. Компания разрабатывает и производит гидравлические стенды для испытания всех типов клапанов, которые интегрируют оба контура в единую систему управления, минимизируя риски человеческой ошибки при переключении режимов.
Типичные ошибки при эксплуатации и как их избежать
Даже самое совершенное оборудование бесполезно, если оператор не понимает физики процесса. Самая частая ошибка — слишком быстрое повышение давления. Многие стремятся сократить время цикла, открывая насос на полную мощность. Это приводит к гидравлическому удару, который может выбить заглушки или повредить резьбовые соединения самого клапана еще до начала официальной выдержки. Правильный протокол требует плавного набора давления со скоростью не более 1 МПа в секунду до достижения 10% от целевого значения, затем пауза для деаэрации, и только потом основной набор.
Вторая критическая проблема — неправильный выбор захватов для нестандартной арматуры. Попытка зажать эллиптический корпус蝶阀 круглыми губками создает точечные нагрузки, деформирующие корпус. В нашей практике был случай, когда клиент жаловался на постоянные утечки по корпусу после испытаний. Анализ показал, что деформация составляла всего 0.2 мм, но этого было достаточно для нарушения геометрии седла. Решение заключалось в изготовлении индивидуальных адаптеров под конкретную модель клапана, что увеличило время переналадки на 5 минут, но полностью исключило брак.
Игнорирование температурного фактора также ведет к ложным результатам. Давление в замкнутом объеме жидкости напрямую зависит от температуры (закон Гей-Люссака). Если вы провели испытание утром при +15°C, а днем температура в цеху поднялась до +25°C, манометр покажет рост давления без всякой подкачки. Неопытный оператор может решить, что система не держит давление и начать сбрасывать его, нарушая протокол. Всегда используйте температурные компенсаторы в программном обеспечении или проводите тесты в термостабилизированных помещениях.
- Проверка чистоты рабочей среды: Перед каждым циклом проверяйте фильтры гидравлического масла. Попадание металлической стружки в золотниковый распределитель может заклинить клапан в открытом положении, что приведет к неконтролируемому росту давления. Мы рекомендуем устанавливать магнитные уловители на линии возврата масла.
- Калибровка датчиков: Раз в квартал проводите сверку показаний рабочих манометров с эталонным образцовым манометром класса 0.1. drift (погрешность) датчиков давления может достигать 2% в год, что недопустимо при приемке ответственных узлов.
- Визуальный контроль зон высокого риска: Осматривайте гибкие шланги высокого давления на предмет вздутий или потертостей перед каждой сменой. Статистика показывает, что 40% инцидентов на испытательных участках связаны именно с разрушением рукавов.
- Документирование аномалий: Любое отклонение от графика давления должно быть зафиксировано с комментарием оператора. “Просто упало” — это неприемлемая запись. Нужно указать: “Падение на 0.5 МПа за 2 минуты, причина — подтяжка сальника”.
- Обучение персонала: Не допускайте к управлению сложными комплексами сотрудников без прохождения курса по технике безопасности при работе с высоким давлением. Знание теории не заменяет понимания практических рисков.
Сертификация и соответствие международным стандартам
Для выхода на глобальный рынок ваше испытательное оборудование и сами клапаны должны соответствовать ряду строгих стандартов. В России и странах ЕАЭС основным документом является ГОСТ 15150, определяющий исполнения для различных климатических районов, и ГОСТ Р 53402 для методов контроля герметичности. Однако экспорт в Европу требует маркировки CE и соответствия директиве PED (Pressure Equipment Directive), а работа с американскими заказчиками невозможна без сертификата API 6D или API 598.
Сертификат ISO 9001, которым обладает ООО «Юнцзя Дэли», подтверждает, что процессы разработки и производства выстроены системно, но это лишь база. Для конкретного оборудования важнее наличие паспорта соответствия техническим регламентам Таможенного союза (ТР ТС 010/2011 “О безопасности машин и оборудования”). Отсутствие этого документа делает невозможным легальную эксплуатацию стенда на территории РФ и может стать причиной остановки производства проверяющими органами.
При заказе оборудования обязательно требуйте предоставление методики поверки (калибровки) для всех измерительных каналов. Без утвержденной методики вы не сможете пройти периодическую аттестацию собственной испытательной лаборатории. Мы включаем полный пакет документации, включая чертежи, схемы электрические принципиальные и руководства по эксплуатации на русском языке, в базовую поставку каждого комплекса.
Экономическая эффективность и срок окупаемости
Инвестиции в современный автоматизированный стенд окупаются не за счет скорости, а за счет снижения процента брака и рекламаций. Ручное испытание одного клапана DN300 занимает около 45 минут и требует участия двух операторов. Автоматизированный комплекс справляется за 15 минут силами одного человека. Но главная экономия скрыта в предотвращении отгрузки дефектной продукции. Стоимость возврата одной партии клапанов с морского терминала в Китай или Европу может превышать стоимость самого испытательного оборудования.
Кроме того, современные системы позволяют вести базу данных по каждому изделию. Вы можете отследить историю испытаний конкретного серийного номера через 5 лет после продажи. Это мощный инструмент маркетинга и защиты репутации. Когда клиент видит подробный протокол с графиками и подписями, уровень доверия к бренду возрастает многократно. Предприятие гарантирует высокое качество и профессиональное обслуживание заказчиков, обеспечивая поддержку на всех этапах жизненного цикла оборудования.
Учитывайте энергопотребление. Старые системы с постоянным работающим двигателем насоса потребляют значительное количество электроэнергии даже в режиме ожидания. Частотно-регулируемые приводы (ЧРП), которыми оснащаются новые модели, позволяют снижать обороты двигателя до минимума в паузах между циклами, экономя до 40% электроэнергии. При круглосуточной работе завода эта разница составляет существенную сумму в годовом бюджете.
Часто задаваемые вопросы
Какое максимальное давление может развивать стандартный стенд?
Стандартные модульные системы обычно рассчитаны на давление до 40-60 МПа, что покрывает 90% задач нефтегазовой отрасли. Однако для специальных применений, таких как тестирование превентеров или оборудования для сверхглубоких скважин, мы поставляем решения с давлением до 140 МПа и выше. Конкретная цифра зависит от выбранной насосной станции и прочности рамы стенда.
Можно ли испытывать на одном стенде и воду, и газ?
Да, но только при условии наличия раздельных контуров и тщательной процедуры продувки. Смешивание масла и кислорода категорически запрещено из-за риска возгорания. Наши универсальные комплексы имеют независимые линии высокого давления для жидкостей и газов, переключаемые через систему клапанов с двойной отсечкой. Это обеспечивает безопасность и исключает загрязнение сред.
Каков срок поставки оборудования в Россию?
Стандартный срок производства и доставки составляет 60-75 рабочих дней с момента подписания контракта и получения аванса. Этот срок включает изготовление, заводские испытания в Китае, упаковку и таможенное оформление. Для срочных проектов возможно сокращение срока до 45 дней за счет использования готовых модульных компонентов со склада, но это обсуждается индивидуально.
Требуется ли специальное разрешение для эксплуатации?
Да, испытательные установки, работающие под давлением выше 0.07 МПа, подлежат регистрации в Ростехнадзоре (для РФ) или аналогичных органах других стран. Мы предоставляем полный комплект документов для постановки на учет, включая расчеты на прочность, паспорта сосудов и схемы. Однако окончательное получение разрешения лежит на владельце предприятия.
Заключение: инвестируйте в надежность
Выбор испытательного оборудования — это стратегическое решение, влияющее на репутацию вашего бренда на десятилетия вперед. Не стоит гнаться за самой низкой ценой, жертвуя точностью измерений и безопасностью персонала. Надежный стенд для испытания клапанов от проверенного производителя с историей, такой как ООО «Юнцзя Дэли», станет фундаментом для расширения вашего присутствия на международных рынках. Мы готовы предложить индивидуальные инженерные решения под специфику вашего производства, обеспечивая соответствие самым жестким мировым стандартам.
Не откладывайте модернизацию своего испытательного парка на потом. Каждый день работы на устаревшем оборудовании — это риск брака и потенциальных аварий. Свяжитесь с нами сегодня, чтобы получить детальный технико-коммерческий предложение и консультацию инженера. Мы поможем подобрать конфигурацию, которая идеально решит ваши задачи в рамках выделенного бюджета.