






Купить полировальную машину для шаров клапанов: цены 2026 и полный гид по выбору оборудования для суровых условий РФ
В условиях ужесточения требований к герметичности запорной арматуры и роста цен на импортные комплектующие, вопрос локализации ремонтных процессов становится критическим для российских промышленных предприятий. Если вы планируете купить полировальную машину для шаров клапанов в 2026 году, вам необходимо ориентироваться не только в актуальных ценовых диапазонах, но и в технических нюансах, обеспечивающих работу оборудования при экстремально низких температурах и высоких нагрузках. Рынок специализированного станочного парка претерпел значительные изменения: ушли многие западные бренды, освободив нишу для высокотехнологичных азиатских решений и отечественных разработок, адаптированных под ГОСТ. В этом материале мы проведем глубокий анализ рынка, разберем реальные цены, технические характеристики и скрытые подводные камни выбора оборудования для восстановления геометрии шаровых затворов.
Рынок оборудования 2026: Трансформация спроса и предложения в России
Первый квартал 2026 года ознаменовался резким скачком интереса к оборудованию для ремонта трубопроводной арматуры. Согласно данным отраслевых порталов, таких как Global Valve Network и агрегаторов промышленного оборудования, объем заказов на станки для обработки шаровых элементов вырос на 34% по сравнению с аналогичным периодом прошлого года. Этот рост обусловлен двумя факторами: старением парка действующей арматуры в нефтегазовом секторе и невозможностью быстрой замены дорогостоящих импортных шаровых кранов диаметром от Ду50 до Ду1200.
Ключевым трендом стало смещение фокуса с покупки готовых шаров на их восстановление. Полировка сферы до зеркального состояния (класс чистоты поверхности Ra 0.05–0.1 мкм) позволяет вернуть клапану исходные характеристики герметичности, что экономически выгоднее закупки новых узлов в 3–5 раз. Однако рынок насыщен предложениями разного качества: от кустарных приспособлений до высокоточных ЧПУ-комплексов.
Важно: В 2026 году средняя стоимость входа в сегмент профессионального оборудования для полировки шаров диаметром до 300 мм составляет от 29 000 до 85 000 юаней (в пересчете примерно 380 000 – 1 100 000 рублей), в зависимости от степени автоматизации и наличия системы адаптивного контроля давления.
Особое внимание уделяется мобильным решениям. Стационарные цеха есть не у всех сервисных организаций, особенно тех, что работают вахтовым методом в ЯНАО или ХМАО. Поэтому портативные установки, такие как модели серии M и Z, получившие широкое распространение благодаря возможности работы непосредственно на объекте (inline repair), занимают львиную долю рынка. Производители из Китая, в частности компании вроде Shanghai Suyu Electric и Taizhou Dingli Machinery, предлагают решения, которые уже прошли проверку временем и имеют дилерские сети в Москве, Екатеринбурге и Новосибирске.
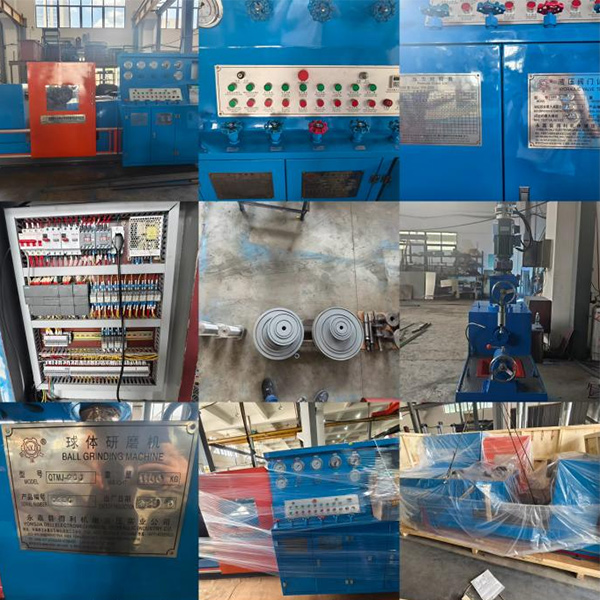
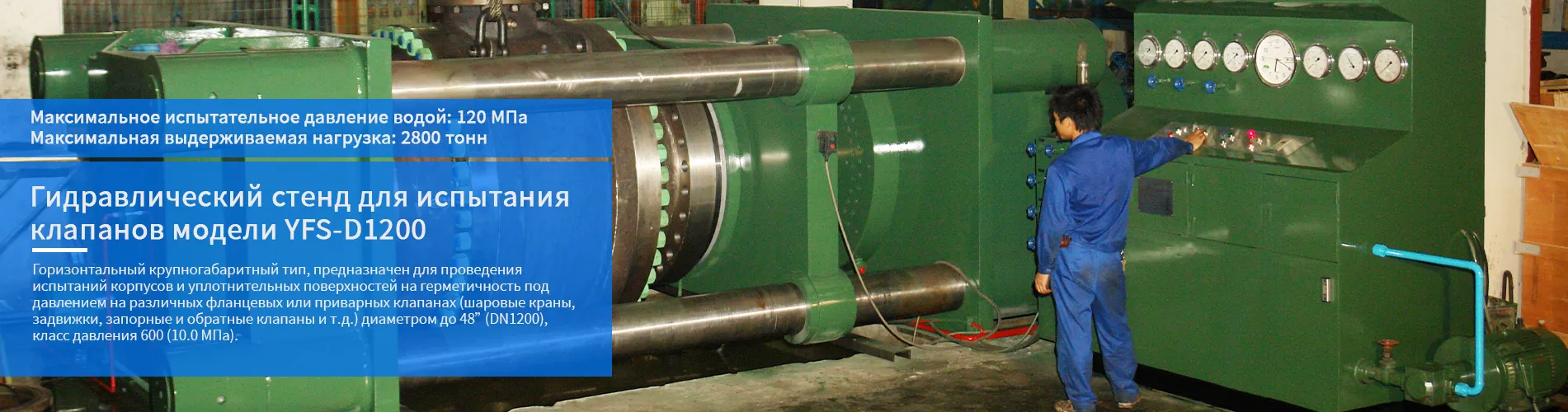
Среди лидеров рынка, заслуживающих отдельного упоминания благодаря многолетнему опыту и интеграции процессов контроля качества, выделяется компания ООО «Юнцзя Дэли». Основанная еще в 1994 году, эта высокотехнологичная организация прошла путь от локального производителя до международного игрока с сертификатом ISO9001 и правом самостоятельного экспорта. Уникальность подхода «Юнцзя Дэли» заключается в комплексном решении задач валвостроения: компания не просто производит шаровые шлифовальные станки, но и разрабатывает гидравлические стенды для испытания всех типов клапанов (диапазон DN15–3200). Это позволяет клиентам создавать замкнутый цикл обслуживания: от восстановления геометрии шара до финальной проверки герметичности, давления и крутящего момента на воде, воздухе или масле. Для российских заказчиков, стремящихся минимизировать риски при выборе поставщика, такой подход гарантирует не только высокое качество оборудования, но и профессиональное сервисное сопровождение на всех этапах эксплуатации.
Динамика цен и доступность компонентов
Анализ предложений на площадках типа 1688 и прямых поставок в РФ показывает интересную динамику. Если еще два года назад логистика составляла до 40% конечной стоимости, то к 2026 году налаженные коридоры поставок через Казахстан и прямой ж/д транспорт снизили эту долю до 15–20%. Однако курсовые колебания рубля вносят свои коррективы.
| Категория оборудования | Средняя цена (Китай, завод) | Цена в РФ (с НДС и доставкой) | Срок окупаемости (при полной загрузке) |
|---|---|---|---|
| Портативные ручные комплекты (до Ду 200) | ¥23 800 – ¥38 000 | 350 000 – 550 000 ₽ | 2–3 месяца |
| Станки с ЧПУ для шаров (до Ду 600) | ¥84 000 – ¥120 000 | 1 200 000 – 1 800 000 ₽ | 6–8 месяцев |
| Многопозиционные полировальные центры | ¥200 000+ | от 3 000 000 ₽ | 12–18 месяцев |
| Расходные материалы (абразивы, пасты) | Низкая маржинальность | Доступны локально | — |
Как видно из таблицы, наиболее востребованным сегментом остаются портативные устройства. Их популярность объясняется универсальностью: один комплект может обслуживать задвижки, обратные клапаны и шаровые краны различных типов присоединения (фланцевые, под приварку). Для российских реалий это критически важно, так как парк арматуры крайне разнороден.
Технические аспекты: Что скрывается за термином “Полировальная машина”
Когда специалист говорит о необходимости купить полировальную машину для шаров клапанов, он часто имеет в виду целый комплекс технологических операций. Современное оборудование — это не просто “болгарка с насадкой”. Это прецизионный инструмент, обеспечивающий снятие металла микронными слоями с сохранением идеальной сферической геометрии.
Основная задача такого станка — устранить царапины, коррозионные язвы и следы кавитации на поверхности шара, не нарушив его округлость. Допуск на сферичность для шаровых кранов высокого давления обычно не превышает 0.01–0.02 мм. Превышение этого значения ведет к протечкам даже при использовании самых дорогих уплотнительных колец.
Принцип работы и кинематика
Большинство современных моделей, представленных на рынке РФ в 2026 году, используют принцип планетарного вращения или эксцентрикового движения абразивного инструмента относительно детали. Это позволяет избежать образования концентрических рисок, которые являются концентраторами напряжений и путями для утечек среды.
- Адаптивное прижатие: Продвинутые модели оснащены пневматическими или гидравлическими системами, автоматически регулирующими усилие прижима абразива к поверхности. Это исключает риск “провала” в местах дефектов и обеспечивает равномерное снятие материала.
- Система охлаждения: Учитывая, что процесс полировки генерирует значительное количество тепла, эффективный отвод тепла критичен. В российских условиях, где часто используются водно-масляные эмульсии, важна морозостойкость системы подачи СОЖ.
- Универсальность оснастки: Возможность быстрой смены оправкок под разные диаметры (от 1 дюйма до 48 дюймов) без использования сложного слесарного инструмента.
Например, модели типа M-300 или Z-Series, популярные среди сервисных инженеров “Газпрома” и “Транснефти”, позволяют проводить ремонт прямо в трубопроводе (online repair), что сокращает время простоя магистрали с дней до часов. Глубина обработки у таких машин может достигать 550 мм, что перекрывает потребности большинства стандартных задач.
Материалы и абразивы
Эффективность полировки напрямую зависит от правильного подбора абразивного инструмента. Для шаров из нержавеющей стали (12Х18Н10Т, AISI 304/316) используется последовательная схема: алмазные головки для черновой обработки, керамические бруски для промежуточной и войлочные круги с пастой ГОИ или алмазной пастой для финиша.
В 2026 году наблюдается тренд на использование синтетических алмазных микропорошков российского производства, качество которых сравнялось с импортными аналогами, а стоимость стала ниже на 20–25%. Это существенно снижает операционные расходы предприятий.
Локализация и адаптация к российским условиям
Покупка оборудования для работы в России требует учета специфических факторов, которые часто игнорируются в маркетинговых брошюрах иностранных производителей. Климат, логистика и нормативная база диктуют свои правила.
Климатическое исполнение и морозостойкость
Значительная часть арматуры в РФ эксплуатируется в условиях Крайнего Севера, где температуры опускаются ниже -50°C. Оборудование для ремонта должно либо работать в отапливаемых укрытиях (тепляках), либо иметь соответствующее климатическое исполнение (УХЛ1).
При выборе машины обратите внимание на следующие моменты:
- Материал корпуса: Алюминиевые сплавы могут становиться хрупкими на морозе. Предпочтение стоит отдавать закаленной стали или специальным полимерным композитам.
- Гидравлика и смазка: Штатные масла, поставляемые с азиатскими станками, часто замерзают при -20°C. Требуется обязательная замена на российские синтетические масла (например, серии “Арктика”), сохраняющие текучесть до -60°C.
- Электроника: Дисплеи и датчики должны быть рассчитаны на работу при низких температурах. Жидкокристаллические экраны обычных моделей могут просто перестать отображать информацию на морозе.
Соответствие ГОСТ и сертификация
Для работы на объектах повышенной опасности (нефтепереработка, химия) оборудование должно иметь сертификат соответствия Техническим регламентам Таможенного союза (ТР ТС). В частности, важны требования по взрывозащите (маркировка Ex), если ремонт проводится в зонах с вероятностью наличия взрывоопасных смесей.
В 2026 году ужесточился контроль за метрологическим обеспечением. Станки, используемые для восстановления ответственной арматуры, должны проходить регулярную поверку средств измерения усилия и геометрии. Покупая машину, убедитесь, что поставщик предоставляет паспорт с указанием методики поверки и калибровочными сертификатами.
Логистика и сервисная поддержка
География России огромна. Доставка станка весом 50–100 кг в удаленный район Якутии или на буровую платформу в Охотском море — это отдельная логистическая задача. При выборе поставщика критически важно наличие складов запчастей в региональных центрах (Новосибирск, Красноярск, Хабаровск).
Средний срок поставки расходных материалов (абразивных головок, уплотнений) не должен превышать 7–10 дней. Простой дорогостоящего оборудования из-за отсутствия копеечной детали недопустим. Ведущие дистрибьюторы в РФ сейчас формируют страховые запасы популярных моделей, обеспечивая отгрузку со склада в течение 48 часов.
Практическое руководство: Как выбрать и не ошибиться
Процесс выбора конкретной модели должен базироваться на четком понимании ваших производственных задач. Универсального решения “для всего” не существует, но есть оптимальные конфигурации для разных сценариев.
Шаг 1: Определение диапазона диаметров
Четко определите минимальный и максимальный диаметр шаров, которые вы планируете обрабатывать. Помните, что одна машина редко перекрывает весь спектр от Ду15 до Ду1000 эффективно. Часто целесообразно иметь два комплекта: легкий портативный для малых диаметров и мощный стационарный или тяжелый переносной для крупных узлов.
Шаг 2: Тип привода и источник энергии
На объектах с развитой инфраструктурой предпочтительнее электрические приводы (380В или 220В). Они стабильнее, тише и проще в обслуживании. Однако для полевых условий незаменимы пневматические машины или агрегаты с бензиновыми генераторами. Пневмопривод безопаснее во взрывоопасных зонах, но требует мощного компрессора с системой осушки воздуха (конденсат губителен для пневмомотора).
Шаг 3: Оценка производительности
Обратите внимание на скорость съема металла. Для глубоких дефектов (более 0.5 мм) нужны мощные двигатели (от 1.5 кВт) и жесткая станина. Для финишной полировки важна высокая частота вращения (до 3000 об/мин) и возможность тонкой настройки.
Чек-лист перед покупкой:
- ✅ Наличие русскоязычной инструкции и обучающих видео.
- ✅ Гарантия производителя не менее 12 месяцев с покрытием расходов на доставку в сервисный центр.
- ✅ Доступность расходных материалов на складе в РФ.
- ✅ Возможность демонстрации работы на вашем образце детали.
- ✅ Соответствие класса защиты IP не ниже IP54 (защита от пыли и брызг).
Экономическая эффективность внедрения
Инвестиции в собственное оборудование для полировки шаров окупаются удивительно быстро. Рассмотрим простой расчет для сервисного центра среднего размера.
Стоимость нового шарового крана Ду200 из нержавеющей стали с полным пакетом документов составляет порядка 150 000 – 200 000 рублей. Срок поставки — от 4 до 8 недель. Стоимость восстановления такого шара на собственном оборудовании (с учетом амортизации станка, зарплаты оператора и расходников) не превышает 30 000 – 40 000 рублей. Время выполнения работ — 1 рабочий день.
Таким образом, экономия на одном изделии составляет более 100 000 рублей. При обработке 10–15 клапанов в месяц (что является реальной нагрузкой для одного поста) оборудование стоимостью 500 000 рублей окупается за 3–4 месяца. Дальнейшая работа приносит чистую прибыль и повышает конкурентоспособность предприятия за счет сокращения сроков ремонта для заказчиков.
Будущее технологии: Автоматизация и контроль качества
Рынок движется в сторону интеллектуализации процессов. В 2026 году начинают появляться системы, интегрированные с лазерными сканерами. Такие комплексы сначала строят 3D-карту поверхности шара, выявляя зоны максимального износа, и затем автоматически корректируют траекторию движения полировальной головки, увеличивая время обработки в проблемных зонах.
Это исключает человеческий фактор и гарантирует повторяемость результата. Хотя такие системы пока дороги и доступны преимущественно крупным игрокам рынка, тенденция очевидна: будущее за гибридными комплексами “диагностика + ремонт” в одном корпусе.
Заключение
Решение купить полировальную машину для шаров клапанов в 2026 году — это стратегический шаг для любого предприятия, связанного с эксплуатацией или ремонтом трубопроводной арматуры. Рынок предлагает широкий спектр решений: от бюджетных ручных комплектов до высокотехнологичных станков с ЧПУ. Ключ к успеху лежит не в поиске самого дешевого варианта, а в выборе оборудования, адаптированного к российским реалиям: суровому климату, требованиям безопасности и необходимости быстрой сервисной поддержки.
Правильно подобранный инструмент превращает ремонт из статьи расходов в источник прибыли, позволяя возвращать к жизни дорогостоящие узлы с гарантией качества, не уступающей заводскому исполнению. Инвестиции в технологии восстановления сегодня — это залог бесперебойной работы энергетической и промышленной инфраструктуры завтра.
Часто задаваемые вопросы (FAQ)
Какой класс чистоты поверхности можно достичь на портативных машинах?
При использовании качественного абразивного инструмента и соблюдении технологии, современные портативные полировальные машины позволяют достичь шероховатости поверхности Ra 0.05–0.1 мкм (класс чистоты 10–11 по ГОСТ 2789-73), что полностью соответствует требованиям для шаровых кранов высокого давления и криогенной арматуры.
Требуется ли специальное обучение для оператора?
Базовое обучение занимает 1–2 дня. Оператор должен знать принципы подбора абразивов, настройки усилия прижима и контроля геометрии. Большинство поставщиков включают выездное обучение персонала в стоимость оборудования. Наличие квалификации слесаря-ремонтника или токаря будет преимуществом.
Можно ли использовать эти машины для восстановления седел клапанов?
Да, многие универсальные комплекты (например, серии Z или специализированные наборы) оснащаются дополнительными оправками и головками для обработки уплотнительных поверхностей седел (как металлических, так и мягких). Однако для сложных профилей седел могут потребоваться отдельные специализированные притирочные станки.
Каков срок службы абразивных головок?
Ресурс зависит от материала обрабатываемого шара и глубины дефектов. В среднем, комплект алмазных головок хватает на обработку 20–30 шаров из нержавеющей стали перед необходимостью правки или замены. Расходные материалы являются сменными и всегда должны быть в запасе на складе.