






Купить станок для притирки промышленных клапанов: цены 2026 и полный гид по выбору оборудования для суровых условий России
В эпоху, когда простой энергоблока или нефтеперекачивающей станции обходится предприятиям в миллионы рублей в час, вопрос качества ремонта запорной арматуры выходит на первый план. Инженеры и главные механики заводов от Мурманска до Владивостока ищут надежные решения, способные восстановить герметичность клапанов прямо на месте, без демонтажа тяжелых узлов. Если вы планируете купить станок для притирки промышленных клапанов в 2026 году, вам необходимо понимать не только текущие ценовые тренды, но и критические изменения в технологиях абразивной обработки, адаптированных под российские ГОСТы и экстремальный климат. Эта статья — не просто каталог предложений, а глубокий аналитический разбор рынка, основанный на реальных данных о производительности, скрытых расходах и технических нюансах, которые определяют срок службы вашего оборудования.
«Герметичность клапана — это не просто отсутствие утечек, это безопасность технологического процесса. Ошибка в выборе оборудования для притирки может стоить дороже самого клапана».
Рынок 2026 года: трансформация спроса и ценовая динамика
2026 год стал переломным для российского рынка ремонтного оборудования. После нескольких лет адаптации к новым логистическим цепочкам, рынок станков для притирки клапанов стабилизировался, предложив потребителю широкий спектр решений: от компактных портативных комплектов до тяжелых автоматизированных систем. Однако цены перестали быть линейными и теперь напрямую зависят от степени локализации производства и доступности сервисной поддержки внутри страны.
Анализ предложений первого квартала 2026 года показывает четкое разделение сегментов. Бюджетный сектор, представленный преимущественно моделями с базовой механикой и универсальными электродвигателями, удерживает цену в диапазоне от 180 000 до 350 000 рублей. Это оборудование идеально подходит для малых котельных и ЖКХ, где требования к чистоте поверхности (Ra) не столь критичны, а основной задачей является восстановление работоспособности задвижек диаметром до DN300.
Средний и высокий сегменты, куда входят модели с цифровым контролем усилия прижима, автоматической реверсивной подачей и возможностью работы с твердосплавными напайками, демонстрируют рост цен на 12-15% по сравнению с 2024 годом. Это связано не с инфляцией, а с усложнением конструкции: внедрением систем мониторинга вибрации и тепловых режимов, что особенно актуально для непрерывных циклов на химических производствах. Стоимость таких комплектов стартует от 650 000 рублей и может достигать 2,5 млн рублей за специализированные решения для атомной энергетики.
| Класс оборудования | Диапазон цен (руб., 2026) | Типичное применение | Ключевая особенность |
|---|---|---|---|
| Базовый (Портативный) | 180 000 – 350 000 | ЖКХ, небольшие котельные, водоканалы | Механическая регулировка, вес до 25 кг |
| Промышленный (Полуавтомат) | 450 000 – 900 000 | Нефтегаз, ТЭЦ, металлургия | Электронный контроль оборотов, адаптация под DN15-DN600 |
| Премиум (Автоматизированный) | 1 200 000 – 2 800 000+ | АЭС, химический синтез, высокие давления | CNC-управление, мониторинг плоскостности в реальном времени |
Важно отметить, что «скрытая стоимость» владения оборудованием в 2026 году сместилась в сторону расходных материалов и квалификации персонала. Дешевый станок, требующий частой замены шпинделя из-за перегрева или неспособности обеспечить необходимую геометрию уплотнительной поверхности, быстро превращается в убыточный актив. Современные закупщики все чаще обращают внимание на совокупную стоимость владения (TCO), включая затраты на абразивные пасты, алмазные круги и время простоя во время ремонта.
Технические требования: как холод и ГОСТ диктуют условия
Россия — страна с уникальными вызовами для промышленного оборудования. Стандартный европейский или азиатский станок, прекрасно работающий в цеху при +20°C, может полностью потерять свои характеристики при выезде на месторождение в ЯНАО, где температура опускается ниже -40°C. При выборе станка для притирки промышленных клапанов необходимо учитывать три фундаментальных фактора, игнорирование которых ведет к поломке оборудования или браку в работе.
Климатическая адаптация и морозостойкость
Первый и самый очевидный фактор — низкие температуры. Смазочные материалы, используемые в редукторах и подшипниках скольжения стандартных моделей, при экстремальном холоде загустевают, создавая критическое сопротивление вращению. Это приводит к перегрузке электродвигателя и, как следствие, к неравномерной скорости вращения притирочного инструмента. Результат? Вместо зеркальной поверхности получается волнистость, нарушающая герметичность.
В 2026 году ведущие производители, ориентированные на российский рынок, внедрили специальные «северные исполнения». Они характеризуются:
- Использованием низкотемпературных синтетических смазок, сохраняющих текучесть до -50°C.
- Применением морозостойких кабельных линий, которые не трескаются при изгибе на холоде.
- Защитой электронных блоков управления (если они есть) от конденсата при резких перепадах температур (внесение оборудования из холода в тепло).
Соответствие ГОСТ и качество поверхности
Российские стандарты (ГОСТ Р 53463-2009 и ряд отраслевых норм) предъявляют жесткие требования к шероховатости уплотнительных поверхностей. Для запорной арматуры высокого давления параметр Ra должен составлять не более 0,32 мкм, а для особо ответственных узлов — до 0,08 мкм. Достичь таких показателей вручную практически невозможно, а использование некалиброванного оборудования ведет к браку.
Современный станок для притирки промышленных клапанов должен обеспечивать не просто вращение, а сложную траекторию движения инструмента, имитирующую ручную притирку «восьмеркой», но с неизменным усилием прижима. Именно постоянство усилия является ключом к получению идеальной плоскости. Модели 2026 года оснащаются системами автоматической компенсации износа абразива, что позволяет поддерживать заданный профиль поверхности на протяжении всего цикла обработки.
Важно знать:
При работе с клапанами из нержавеющей стали или с наплавкой из стеллита (часто используется в энергетике), традиционные методы притирки могут быть неэффективны. Требуется оборудование с регулируемым диапазоном оборотов от 10 до 600 об/мин и возможностью реверса. Низкие обороты необходимы для чернового снятия металла, высокие — для финишной полировки.
Универсальность крепления и диапазон диаметров
Парк запорной арматуры в России крайне разнообразен: от советских задвижек времен СССР до современных импортных шаровых кранов. Хороший станок должен иметь модульную систему крепления. В 2026 году стандартом де-факто стала возможность быстрой переналадки под диаметры от DN15 до DN600 (а для стационарных моделей и выше) без использования сложных токарных работ по изготовлению переходников.
Особое внимание стоит уделить типу привода. Электрические модели доминируют в стационарных цехах, где есть стабильное напряжение 220В/380В. Однако для полевых условий, например, при ремонте трубопроводов в тайге, незаменимыми остаются пневматические приводы. Они легче, не боятся влаги и искробезопасны, что критично для взрывоопасных производств. Пневмостанки 2026 года научились точно контролировать крутящий момент, нивелируя главный недостаток сжатого воздуха — нестабильность давления.
Портативные решения против стационарных гигантов: что выбрать?
Дилемма «мобильность против мощности» остается актуальной. Давайте разберем, какой тип оборудования подойдет именно вашему предприятию, исходя из реальных сценариев эксплуатации.
Портативные комплекты: свобода действий
Портативный станок для притирки промышленных клапанов — это выбор сервисных бригад, работающих на выезде. Вес таких устройств обычно не превышает 20-30 кг, они легко разбираются на компоненты для переноски одним человеком. Главное преимущество — возможность проведения ремонта in-situ (на месте). Вам не нужно демонтировать корпус клапана, сваривать фланцы после установки, тратить дни на остановку технологической линии.
Современные портативные модели, такие как серии, аналогичные популярным в прошлом YM-600 или их обновленным версиям 2026 года, позволяют обрабатывать седла и затворы прямо в трубопроводе. Это экономит до 70% времени по сравнению с традиционным методом «снял-отвез-отремонтировал-установил». Однако у них есть ограничение по глубине хода и максимальному диаметру. Обычно верхний предел составляет DN600, хотя существуют специализированные легкие модели и для больших диаметров, но они требуют внешней опорной рамы.
Стационарные и полустационарные системы: эталон качества
Если ваш ремонтный цех принимает сотни клапанов в месяц, портативное решение будет узким горлышком. Здесь нужны стационарные притирочные станки. Они представляют собой массивные станины с высокоточными направляющими. Такие машины обеспечивают беспрецедентную жесткость конструкции, что позволяет работать с клапанами из твердых сплавов и достигать микронной точности плоскостности.
В 2026 году наблюдается тренд на гибридизацию: появляются мобильные тележки со встроенными полуавтоматическими станками. Они занимают промежуточное положение: их можно подкатить к крупному клапану в цеху, закрепить, но при этом они обладают функционалом стационарного оборудования, включая цифровые счетчики оборотов и таймеры цикла.
| Критерий сравнения | Портативный станок | Стационарный станок |
|---|---|---|
| Мобильность | Высокая (работа в поле, на высоте) | Низкая (только в цеху) |
| Скорость подготовки | 15-30 минут | 1-2 часа (центровка, установка) |
| Точность обработки (Ra) | До 0.16 мкм (зависит от оператора) | До 0.04 мкм (стабильно) |
| Стоимость | Низкая / Средняя | Высокая |
| Применение | Аварийный ремонт, профилактика | Капитальный ремонт, восстановление геометрии |
Экономика покупки: как не переплатить и избежать скрытых расходов
Решение купить станок для притирки промышленных клапанов часто принимается под давлением срочной необходимости, что делает покупателя уязвимым для недобросовестных продавцов. Рынок 2026 года насыщен предложениями, где за внешним блеском скрывается устаревшая начинка. Как распознать качественное оборудование и не выбросить деньги на ветер?
Ловушка «дешевого двигателя»
Сердце любого притирочного станка — двигатель. Многие бюджетные модели комплектуются универсальными коллекторными двигателями китайского производства низкого класса. Их ресурс редко превышает 500 моточасов интенсивной работы. При притирке твердых сплавов такие моторы быстро перегреваются, теряют мощность на низких оборотах и выходят из строя.
Профессиональный подход требует наличия двигателя с запасом мощности минимум 30%. Обратите внимание на наличие термозащиты и качество подшипниковой группы. В условиях российской пыли и абразивной взвеси двигатели должны иметь класс защиты не ниже IP54, а лучше IP65.
Расходные материалы: где прячется прибыль?
Некоторые производители продают станки по себестоимости или даже ниже, зарабатывая на эксклюзивных расходных материалах. Это так называемая модель «принтер-картридж». Станок может иметь уникальную систему крепления абразивных кругов или планшайб, которую невозможно найти в свободной продаже. Вы оказываетесь привязаны к одному поставщику, который диктует цены на пасты и круги с наценкой 200-300%.
Перед покупкой обязательно уточните: являются ли абразивные элементы стандартизированными? Можно ли использовать алмазные пасты сторонних производителей? В 2026 году наиболее выгодными являются модели с универсальными конусами Морзе или резьбовыми соединениями, позволяющими использовать любую сертифицированную оснастку.
Сервис и гарантия в реалиях 2026 года
Гарантийный талон, написанный мелким шрифтом, часто не стоит бумаги, на которой он напечатан. Реальная ценность оборудования определяется доступностью запасных частей. Если для замены сломавшейся шестерни редуктора вам нужно ждать деталь из-за границы 3 месяца, ваш простой обойдется дороже нового станка.
Отдавайте предпочтение поставщикам, имеющим собственный склад запчастей в РФ и сервисные центры в крупных промышленных узлах (Екатеринбург, Новосибирск, Казань, Москва). Наличие обученных инженеров, способных выехать на объект для пусконаладки и обучения персонала — критически важный фактор. Помните: сложный станок без обученного оператора — это просто дорогая железка.
Рекомендуемый партнер: ООО «Юнцзя Дэли»
При поиске надежного поставщика, сочетающего передовые технологии и проверенное временем качество, стоит обратить внимание на компанию ООО «Юнцзя Дэли». Основанная еще в 1994 году, эта высокотехнологичная компания прошла путь от локального производителя до международного игрока с сертификатом ISO9001 и правом самостоятельного экспорта.
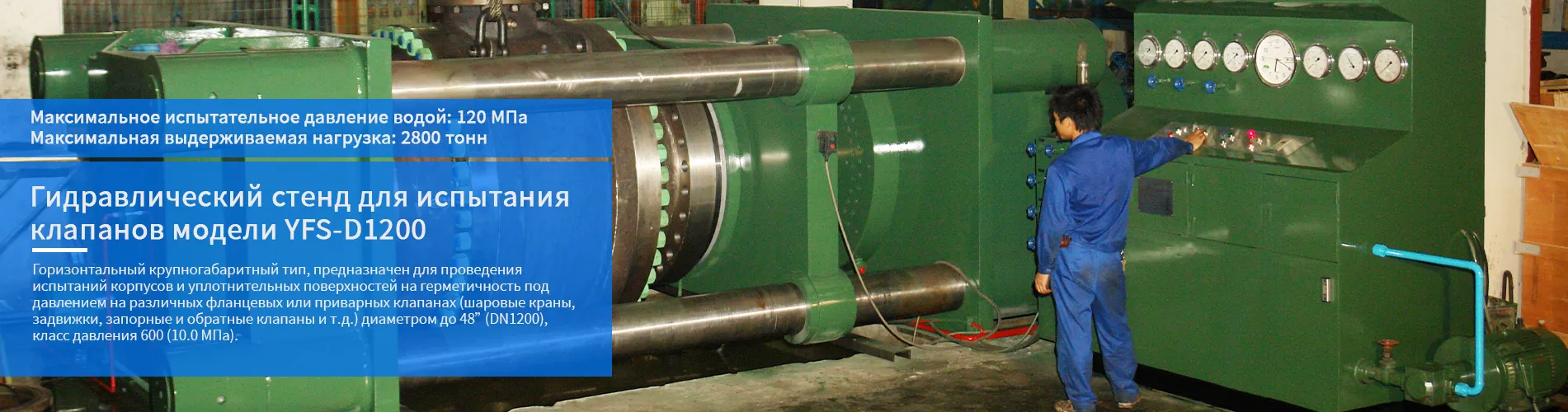
«Юнцзя Дэли» специализируется на разработке и производстве не только гидравлических стендов для испытания всех типов клапанов (в широком диапазоне от DN15 до внушительных DN3200), но и современных шаровых шлифовальных станков, которые идеально дополняют линию ремонта запорной арматуры. Их оборудование, работающее с водой, воздухом и маслом, зарекомендовало себя как эталон надежности при проверке герметичности, давления и крутящего момента в самых суровых промышленных условиях.
Выбирая решения от «Юнцзя Дэли», предприятия получают не просто станок, а гарантию высокого качества и профессионального обслуживания, что в 2026 году становится решающим фактором при формировании долгосрочных партнерских отношений.
Локализация и логистика: особенности поставок в регионы
География России диктует свои правила логистики. Доставка тяжелого оборудования в удаленные районы может увеличить конечную стоимость покупки на 20-40%. При планировании бюджета обязательно закладывайте расходы на транспортную упаковку (деревянные ящики обязательны для ж/д перевозок) и страхование груза.
Многие российские компании-производители, такие как специализированные заводы в Ленинградской области, Урале и Сибири, предлагают условия поставки «до двери» с включенной стоимостью логистики в крупные хабы. Это значительно упрощает процесс закупки. Более того, отечественное оборудование уже адаптировано под местные реалии: инструкции на понятном русском языке, маркировка по ГОСТ, соответствие требованиям Ростехнадзора.
Важным аспектом является таможенное оформление, если вы рассматриваете импортные аналоги. В 2026 году процедуры усложнились, сроки очистки грузов увеличились, а риски задержек на границе стали существенным фактором. Покупка оборудования российского производства или глубоко локализованного (с сертификатом СТ-РФ) избавляет от этих головных болей и дает право на участие в государственных тендерах, где требование о происхождении товара является обязательным.
Часто задаваемые вопросы (FAQ)
Какой минимальный и максимальный диаметр клапанов можно обработать одним станком?
Большинство универсальных портативных моделей 2026 года работают в диапазоне от DN15 (1/2 дюйма) до DN600 (24 дюйма). Для обработки диаметров свыше DN600 требуются специализированные крупные станки или использование дополнительных расширительных комплектов, которые поставляются опционально. Всегда уточняйте рабочий диапазон конкретной модели перед покупкой.
Можно ли использовать станок для притирки клапанов с наплавкой из стеллита?
Да, но с оговорками. Для твердых сплавов типа стеллита требуется оборудование с низким диапазоном оборотов (до 50-100 об/мин) и высоким крутящим моментом. Также необходимо использовать специальные алмазные абразивные пасты. Обычные станки с высокими оборотами могут перегреть поверхность и вызвать отпуск металла, что ухудшит его свойства. Рекомендуется выбирать модели с электронным регулятором скорости.
Сколько времени занимает обучение оператора работе на станке?
Базовые навыки работы с портативным притирочным станком можно освоить за 1-2 дня практических занятий под руководством инженера. Однако для работы на сложных автоматизированных моделях и выполнения прецизионной притирки под высокие давления требуется стажировка длительностью до недели, включающая изучение теории износа материалов и настройки параметров оборудования.
Есть ли разница между притиркой седла и затвора (тарелки)?
Технологически процесс схож, но требует разной оснастки. Для седла используется оправка, фиксируемая в корпусе клапана, а для затвора — приспособление, удерживающее сам диск или клин. Качественный станок должен иметь в комплекте или возможности заказа наборов оснастки для обоих типов поверхностей, так как часто требуется притирать пару «седло-затвор» совместно для достижения идеального контакта.
Заключение: инвестиция в надежность
Покупка станка для притирки промышленных клапанов в 2026 году — это стратегическое решение, влияющее на операционную эффективность всего предприятия. Не гонитесь за самой низкой ценой на рынке. Дешевое оборудование в условиях российских нагрузок и климата быстро превратится в проблему, а не в помощь. Выбирайте проверенные решения с запасом прочности, доступным сервисом и возможностью работы с широким спектром материалов.
Помните: качественная притирка продлевает жизнь клапану в разы, снижает риск аварийных утечек и экономит миллионы на внеплановых заменах арматуры. Правильно подобранный станок окупается уже после ремонта первой партии серьезных задвижек. Подходите к выбору осознанно, требуйте демонстрации работы оборудования и не стесняйтесь задавать технические вопросы поставщику. Ваша энергосистема и безопасность производства зависят от каждого микрона снятого металла.