






Купить станок для шлифования клиньев задвижек: цены 2026 и полный гид по выбору промышленного оборудования
В условиях жесткой конкуренции на рынке нефтегазовой и химической промышленности России 2026 года, вопрос восстановления запорной арматуры вышел на первый план. Предприятия больше не могут позволить себе долгие простои из-за ожидания новых деталей из-за рубежа. Именно поэтому решение купить станок для шлифования клиньев задвижек становится стратегически важным шагом для любого сервисного центра или крупного завода. В этой статье мы детально разберем актуальные цены, технические нюансы выбора оборудования, адаптированного под суровые российские реалии, и предоставим исчерпывающий анализ рынка, основанный на данных начала 2026 года.
Шлифовка уплотнительных поверхностей клиновых задвижек — это не просто косметическая процедура, а критически важный процесс, обеспечивающий герметичность трубопроводов высокого давления. Ошибка в выборе оборудования может стоить миллионов рублей убытков от аварийных утечек. Мы проанализировали предложения поставщиков, изучили отзывы инженеров на профильных форумах и собрали данные о реальных эксплуатационных характеристиках современных моделей, чтобы вы могли принять взвешенное решение.
Рынок восстановительного оборудования в России: ситуация 2026 года
К началу 2026 года российский рынок промышленного металлообрабатывающего оборудования претерпел значительные трансформации. Если еще три года назад доминировали европейские бренды, то сегодня ландшафт изменился кардинально. Основной поток поставок сместился в сторону производителей из Китая и стран СНГ, которые научились адаптировать свои продукты под ГОСТы и специфические требования российских нефтяников.
Спрос на станки для обработки уплотнительных поверхностей задвижек (клиньев и седел) вырос на 45% по сравнению с 2024 годом. Это связано с двумя факторами: старением парка запорной арматуры, установленной в советский период, и экономической целесообразностью ремонта вместо замены. Стоимость новой задвижки диаметром Ду200 из нержавеющей стали выросла в среднем на 30%, тогда как стоимость ее восстановления на специализированном станке осталась на прежнем уровне или даже снизилась благодаря локализации производства расходных материалов.
Важная статистика: По данным отраслевых аналитиков, срок окупаемости современного шлифовального станка для сервисных предприятий в РФ составляет от 6 до 9 месяцев при двухсменной работе. Для собственных нужд крупных НПЗ этот срок сокращается до 4 месяцев за счет исключения логистических плеч на отправку деталей в сторонние мастерские.
Особое внимание в 2026 году уделяется универсальности оборудования. Российские инженеры все чаще отказываются от узкоспециализированных моделей в пользу многофункциональных комплексов, способных обрабатывать не только клинья, но и плоские затворы, конусы и цилиндрические поверхности. Это позволяет сократить площадь производственных цехов и оптимизировать штат операторов.
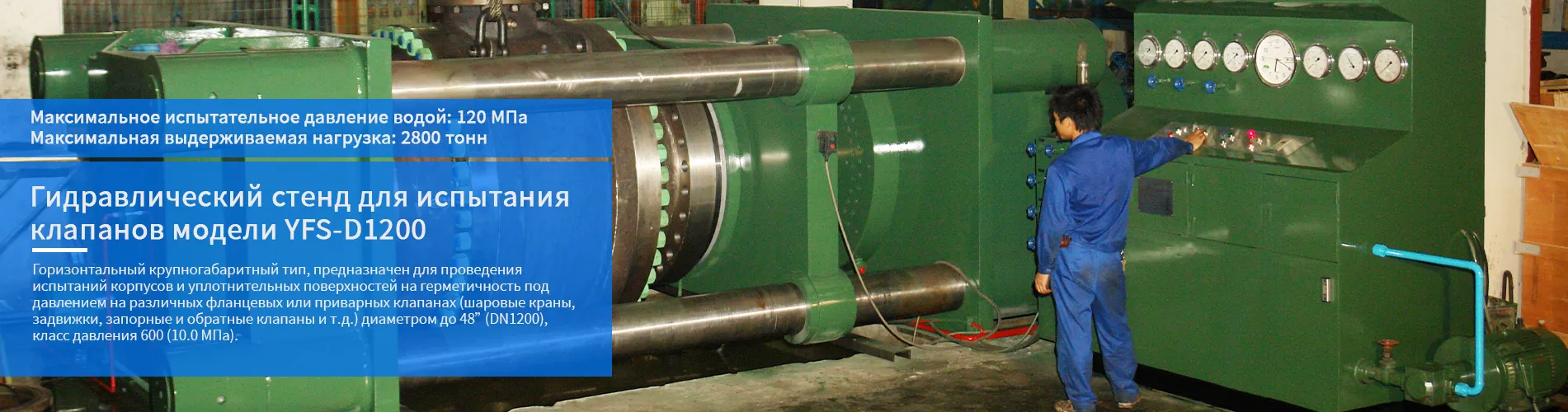
На этом фоне выделяются компании с длительной историей и подтвержденной репутацией, такие как ООО «Юнцзя Дэли». Основанное в 1994 году, это высокотехнологичное предприятие обладает сертификатом ISO9001 и правом самостоятельного экспорта, что гарантирует соответствие продукции международным стандартам качества. Хотя компания широко известна своими гидравлическими стендами для испытания клапанов всех типов (от DN15 до DN3200) на герметичность, давление и крутящий момент, её производственная линейка также включает специализированные шаровые шлифовальные станки. Такой комплексный подход, объединяющий оборудование для восстановления геометрии уплотнений и последующего тестирования арматуры (на воде, воздухе или масле), делает решения от «Юнцзя Дэли» особенно привлекательными для создания замкнутых циклов ремонта на российских предприятиях.
Ценовая динамика и факторы формирования стоимости
Анализ прайс-листов ведущих дистрибьюторов показывает широкий разброс цен. На стоимость станка для шлифования клиньев задвижек влияют несколько ключевых параметров: тип привода (ручной, электрический, пневматический), наличие ЧПУ, максимальный диаметр обрабатываемой детали и страна-производитель.
В сегменте бюджетных решений (до 500 000 рублей) преобладают простые механические устройства с ручным приводом или базовым электромотором. Они отлично подходят для малых мастерских и работы с арматурой низкого давления (до Ру16). Однако их производительность ограничена человеческим фактором и отсутствием автоматической подачи.
Средний сегмент (от 800 000 до 2 500 000 рублей) представлен полуавтоматическими станками с регулируемой скоростью вращения шпинделя и механизмом точной подачи абразива. Именно здесь находится “золотая середина” для большинства российских предприятий. Эти машины оснащены системами микроперемещения стола, что позволяет достигать чистоты поверхности до Ra 0.32 мкм, что полностью соответствует требованиям ГОСТ 9544-2015 для арматуры классов герметичности А и В.
Премиальный сегмент (от 3 000 000 рублей и выше) включает в себя полностью автоматизированные линии с числовым программным управлением. Такие комплексы способны запоминать параметры шлифовки для тысяч типов задвижек, автоматически компенсировать износ абразивного круга и вести журнал качества обработки. В 2026 году наблюдается тенденция к удешевлению таких систем за счет внедрения отечественных контроллеров и двигателей.
| Категория оборудования | Средняя цена (руб.) | Производительность (деталей/смена) | Точность (мкм) | Основное применение |
|---|---|---|---|---|
| Базовые механические | 350 000 – 550 000 | 5–8 | 10–15 | Мелкий ремонт, низкое давление |
| Полуавтоматические (Электрические) | 900 000 – 2 200 000 | 15–25 | 3–5 | Сервисные центры, среднее давление |
| Автоматические с ЧПУ | 3 500 000+ | 40–60 | 0.5–1.5 | Крупные НПЗ, высокое давление, спецстали |
Технические характеристики: на что смотреть при выборе
При принятии решения купить станок для шлифования клиньев задвижек, недостаточно ориентироваться только на цену. Критически важно понимать физику процесса и технические возможности машины. Шлифовка клина — это операция снятия микроскопического слоя металла для восстановления геометрии уплотнительной поверхности. Любая вибрация, биение шпинделя или неравномерность подачи абразива приведет к тому, что задвижка начнет “травить” сразу после установки в трубопровод.
Тип абразивного инструмента и скорость вращения
Современные станки работают преимущественно с тарельчатыми алмазными кругами или кругами на керамической связке. Для обработки нержавеющих сталей (12Х18Н10Т, 08Х18Н10), широко используемых в химической промышленности, предпочтительны алмазные круги с зернистостью от 60 до 120. Они обеспечивают высокую скорость съема материала без перегрева детали.
Для углеродистых сталей (20, 25, 20Л) часто используют электрокорундовые круги. Ключевой параметр здесь — возможность бесступенчатой регулировки оборотов шпинделя. Оптимальный диапазон для качественной шлифовки лежит в пределах 600–1400 об/мин. Слишком высокие обороты вызывают прижоги металла и изменение его структуры, слишком низкие — создают риски получения волнистой поверхности.
В моделях 2026 года выпуска стандартом стала система водяного охлаждения зоны резания. Подача эмульсии не только охлаждает деталь, но и вымывает металлическую пыль, предотвращая засаливание абразива. Отсутствие такой системы — серьезный минус, особенно при работе с вязкими сталями.
Система базирования и зажима детали
Клин задвижки имеет сложную геометрию: две уплотнительные поверхности расположены под углом друг к другу (обычно от 4 до 10 градусов). Качественный станок должен обеспечивать надежную фиксацию детали без перекосов. Наиболее эффективными считаются пневматические или гидравлические тиски с самоцентрирующимся механизмом.
- Угол наклона стола: Возможность регулировки угла наклона шлифовальной головки или самого стола критична. Универсальные станки позволяют обрабатывать клинья с углом раскрытия от 2° до 12° без смены оснастки.
- Ход подачи: Механизм продольной подачи должен обеспечивать плавное движение без рывков. В лучших моделях используется шарико-винтовая пара (ШВП), которая исключает люфты и гарантирует равномерность снятия слоя по всей длине уплотнительной поверхности.
- Габариты рабочей зоны: Необходимо учитывать максимальный размер обрабатываемого клина. Для большинства задач достаточно стола размером 400х600 мм, но для энергетики и магистральных трубопроводов могут потребоваться модели с длиной стола до 1200 мм.
Совет эксперта: При тестировании станка обязательно проверьте биение шпинделя индикатором. Допустимое значение не должно превышать 0.01 мм. Даже небольшое превышение этого параметра сделает невозможным получение герметичного соединения класса “А”.
Адаптация к российским условиям эксплуатации
Россия — страна с уникальными климатическими и инфраструктурными особенностями. Оборудование, прекрасно работающее в теплом цеху в Китае или Германии, может столкнуться с серьезными проблемами в Сибири или на Крайнем Севере. При выборе станка для российского рынка необходимо учитывать ряд специфических факторов.
Климатическое исполнение и температурный режим
Многие сервисные центры расположены в неотапливаемых ангарам или работают в условиях, когда температура в цеху зимой опускается до +5…+10°C, а иногда и ниже. Электроника и гидравлика дешевых импортных станков часто не рассчитаны на такие условия. Конденсат, загустевание смазки и потеря эластичности резиновых уплотнителей — частые проблемы.
В 2026 году производители, ориентированные на РФ, предлагают исполнения с маркировкой “УХЛ” (умеренный и холодный климат). Такие станки оснащаются:
- Морозостойкими кабелями и изоляцией обмоток двигателей.
- Специальными низкотемпературными смазками в направляющих и подшипниках.
- Подогревом шкафа управления для предотвращения образования конденсата при включении.
- Компонентами гидравлики, сохраняющими работоспособность до -20°C (для неотапливаемых помещений).
Электропитание и стабильность сети
Проблема нестабильного напряжения в промышленных зонах России никуда не делась. Скачки напряжения от 180В до 240В могут вывести из строя частотные преобразователи и платы управления ЧПУ. Современные станки, рекомендуемые для покупки в РФ, должны иметь встроенные стабилизаторы или широкой диапазон входного напряжения (±15%). Также важна защита от перекоса фаз, что актуально для старых промышленных сетей 380В.
Соответствие ГОСТ и нормам безопасности
Любое оборудование, приобретаемое официальным предприятием, должно соответствовать Техническим регламентам Таможенного союза (ТР ТС 010/2011 “О безопасности машин и оборудования”). Наличие сертификата соответствия или декларации — обязательное условие для прохождения внутренних аудитов безопасности и экологического контроля.
Особое внимание уделяется системам пылеудаления. Абразивная пыль, содержащая микрочастицы металла и керамики, вредна для здоровья операторов. Станки 2026 года комплектуются патрубками для подключения к общецеховой аспирации или имеют встроенные фильтры класса HEPA, что соответствует ужесточившимся нормам охраны труда в России.
Практическое руководство: как оценить эффективность перед покупкой
Прежде чем подписать договор и перевести деньги, потенциальному покупателю стоит провести тщательную оценку. Рынок наполнен предложениями, где красивые картинки скрывают посредственное качество сборки. Вот алгоритм действий для минимизации рисков.
Запрос демонстрационного образца
Никогда не покупайте сложный станок “вслепую”. Попросите поставщика предоставить видео процесса шлифовки именно той детали, которую вы планируете обрабатывать (например, клин из стали 20Х13 диаметром Ду150). Обратите внимание на:
- Звук работы: Посторонние стуки, визг или вибрация корпуса недопустимы.
- Качество поверхности: Попросите прислать фото обработанной детали под увеличением. Риски от абразива должны быть равномерными, без вырывов металла и прижогов.
- Скорость: Засеките время обработки одной стороны клина. Сравните с заявленными в паспорте данными.
Анализ сервисной поддержки
Станок — это инвестиция на годы. Важно понять, кто будет его обслуживать. Наличие склада запасных частей в России (подшипники, ремни, абразивные круги, электроника) — критический фактор. Если ждать запчасть из-за границы придется 2-3 месяца, простой оборудования съест всю экономию от покупки.
Уточните условия гарантии. Стандартный срок — 12 месяцев, но ведущие поставщики предлагают расширенную гарантию до 2 лет при условии заключения договора на техническое обслуживание. Проверьте наличие русскоязычной инструкции и обучающих материалов. Видеоуроки на русском языке от инженеров поставщика значительно ускоряют ввод оборудования в эксплуатацию. Здесь стоит отметить преимущество компаний с собственной производственной базой и историей, подобных ООО «Юнцзя Дэли», где профессиональное обслуживание заказчиков является частью корпоративной культуры, а наличие сертификата ISO9001 подтверждает стабильность процессов контроля качества на всех этапах — от разработки до финальной отгрузки.
| Критерий оценки | Вопрос поставщику | Идеальный ответ |
|---|---|---|
| Запчасти | Где находится склад ЗИП? | Склад в Москве/Екатеринбурге, отгрузка в день заказа. |
| Обучение | Как проходит обучение персонала? | Выезд инженера на объект или онлайн-курс с сертификацией. |
| Документация | Есть ли паспорт на русском языке? | Полный комплект документации, заверенный производителем. |
| Адаптация | Работает ли станок при +5°C? | Да, использованы морозостойкие компоненты и смазки. |
Перспективы развития технологий шлифовки
Отрасль не стоит на месте. В 2026 году мы наблюдаем внедрение элементов Индустрии 4.0 даже в таком консервативном сегменте, как ремонт арматуры. Новые модели станков оснащаются датчиками усилия шлифования. Система автоматически корректирует подачу при изменении твердости металла в разных зонах клина (например, при наличии наплавленного слоя стеллита).
Также набирает популярность интеграция станков с корпоративными ERP-системами. Оператор может считывать QR-код с детали, и станок автоматически загружает программу обработки, заданную технологом. Это исключает человеческий фактор и ошибки настройки. Для крупных холдингов такая функция становится стандартом де-факто.
Еще один тренд — модульность. Производители предлагают базовые блоки, к которым можно докупать дополнительные модули: лазерный сканер для контроля геометрии, автоматическую систему смены абразивных кругов, роботизированный манипулятор для загрузки тяжелых клиньев. Это позволяет наращивать мощности постепенно, по мере роста бизнеса.
Заключение: инвестиция в надежность
Решение купить станок для шлифования клиньев задвижек в 2026 году — это не просто приобретение железа, это вклад в технологическую независимость и безопасность вашего предприятия. Правильно подобранное оборудование окупается за счет снижения затрат на покупку новой арматуры, сокращения времени ремонтов и предотвращения аварийных ситуаций.
Российский рынок предлагает широкий спектр решений: от простых механических помощников до высокотехнологичных автоматических комплексов. Главное — не гнаться за самой низкой ценой, а оценивать совокупную стоимость владения, включая расходы на эксплуатацию, ремонт и возможные простои. Выбирайте оборудование с запасом прочности, адаптированное к нашим реалиям, и с надежной сервисной поддержкой. Только такой подход обеспечит долгосрочную эффективность и бесперебойную работу ваших коммуникаций.
Помните: герметичность трубопровода начинается с качества обработки уплотнительной поверхности. И эта качество напрямую зависит от того, на каком станке она была выполнена.
Часто задаваемые вопросы (FAQ)
Какой класс чистоты поверхности можно получить на современном станке?
Современные полуавтоматические и автоматические станки позволяют достигать шероховатости поверхности Ra 0.32 мкм и даже Ra 0.16 мкм, что соответствует высшим классам герметичности (А и В) по ГОСТ 9544-2015. Это достигается за счет использования алмазных кругов высокой зернистости и систем микроподачи.
Можно ли использовать станок для обработки наплавленных поверхностей из стеллита?
Да, можно, но при условии использования специальных алмазных абразивных кругов, предназначенных для твердых сплавов. Обычные электрокорундовые круги быстро затупятся и не обеспечат нужного качества. Также рекомендуется наличие системы интенсивного охлаждения для предотвращения отпуска твердого сплава.
Сложно ли обучить персонал работе на таком оборудовании?
Базовые навыки оператор приобретает за 1-2 смены под руководством наставника. Современные станки имеют интуитивно понятный интерфейс. Однако для настройки сложных режимов и проведения профилактического обслуживания требуется более глубокое обучение, которое обычно предоставляет поставщик оборудования (3-5 дней).
Каков срок службы абразивного круга на таком станке?
Срок службы зависит от типа обрабатываемого материала и зернистости круга. В среднем, один алмазный круг ресурсом 100% концентрации служит от 300 до 500 обработанных клиньев из углеродистой стали. Для нержавеющих сталей ресурс может быть немного ниже из-за вязкости материала.