






Купить точный шлифовальный станок для седел клапанов: цены 2026 и полный гид по выбору оборудования
Рынок автомобильного сервисного оборудования в России переживает тектонические сдвиги. Если еще пару лет назад мастерские ориентировались на европейские бренды, то к началу 2026 года ландшафт полностью изменился: на первый план вышли надежность, адаптируемость к суровым климатическим условиям и соответствие новым ГОСТам. Для владельцев СТО и механиков-диагностов вопрос восстановления ГБЦ стал критически важным, ведь срок службы современных двигателей напрямую зависит от качества прилегания клапана к седлу. Именно поэтому решение купить точный шлифовальный станок для седел клапанов сегодня является не просто инвестицией в инструмент, а стратегическим шагом для выживания бизнеса в условиях дефицита новых агрегатов и роста спроса на капитальный ремонт. В этой статье мы проведем глубокий анализ рынка, разберем технические нюансы, актуальные цены в рублях на 2026 год и дадим исчерпывающие рекомендации по выбору оборудования, которое не подведет даже в минус 40 градусов.
Трансформация рынка станочного парка в России: реалии 2026 года
Прошедшие два года стали переломными для индустрии металлообработки в РФ. Уход традиционных западных поставщиков заставил рынок перестроиться, и к 2026 году мы видим сформировавшуюся экосистему, где доминируют адаптированные азиатские решения и возрожденные отечественные линейки. Однако термин «азиатское производство» больше не является синонимом низкого качества. Ведущие заводы, поставляющие оборудование в Россию, внедрили жесткий контроль качества, специально заточенный под требования российских инженеров.
Особое внимание уделяется температурной стабильности. Стандартные станки, рассчитанные на климат Центральной Европы, часто демонстрируют погрешности в геометрии при работе в неотапливаемых гаражах Сибири или Урала. Новые модели 2026 года оснащаются системами термокомпенсации шпинделя и используют сплавы с низким коэффициентом теплового расширения. Это позволяет сохранять микронную точность обработки седел даже при перепадах температур в помещении мастерской.
Важно: По данным ассоциации «АвтоСервис», спрос на оборудование для ремонта ГБЦ в первом квартале 2026 года вырос на 34% по сравнению с аналогичным периодом прошлого года. Основной драйвер — старение автопарка и удорожание новых автомобилей, что делает качественный ремонт единственно рациональным выбором для автовладельцев.
Еще один ключевой фактор — цифровизация. Современные станки для шлифовки седел теперь редко представляют собой чисто механические устройства. В базовую комплектацию 2026 года входят цифровые угломеры с шагом 0,01 градуса, лазерные системы центровки и интерфейсы для подключения к планшетам мастеров. Это снижает влияние человеческого фактора и ускоряет процесс обучения нового персонала.
Критерии выбора: на что смотреть перед покупкой
Когда вы планируете купить точный шлифовальный станок для седел клапанов, нельзя ограничиваться только ценой. Ошибка в выборе оборудования может стоить репутации всей мастерской. Вот ключевые параметры, которые необходимо проверить:
- Тип привода шпинделя: Пневматические приводы остаются популярными из-за простоты, но электрические мотор-шпиндели 2026 года предлагают более стабильные обороты и отсутствие вибраций, критичных для чистоты поверхности.
- Универсальность цангового зажима: Оборудование должно поддерживать широкий диапазон диаметров направляющих втулок (от 5 мм до 16 мм) без необходимости покупки десятков переходников.
- Набор углов фрез: Стандартный набор (30°, 45°, 60°) уже недостаточен. Для работы с современными японскими и корейскими двигателями, а также некоторыми моделями ВАЗ нового поколения, требуются углы 15°, 75° и специфические профили для дизельных моторов.
- Жесткость центральной оправки: Это сердце станка. Люфт в конусе оправки недопустим. Предпочтение стоит отдавать закаленным и шлифованным валам из легированных сталей.
Технические характеристики и инновации моделей 2026 года
Эволюция инструмента для обработки седел клапанов за последний год совершила скачок от «грубой силы» к «хирургической точности». Инженеры сосредоточились на трех аспектах: минимизация биения, улучшение отвода стружки и эргономика работы оператора.
Современный точный шлифовальный станок для седел клапанов оснащен системой быстрой смены фрез. Если раньше замена режущего инструмента занимала несколько минут и требовала использования ключей, то новые цанговые зажимы позволяют менять фрезы за 10-15 секунд одним движением руки. Это критически важно при поточном ремонте головок блоков цилиндров, где время простоя автомобиля напрямую влияет на прибыль.
Отдельного упоминания заслуживает качество подшипниковых узлов. В топовых моделях 2026 года используются керамические гибридные подшипники, которые практически не подвержены износу при высоких оборотах (до 2500 об/мин) и не требуют частой смазки. Это решает проблему загрязнения рабочей зоны маслом, которое ранее смешивалось с алюминиевой стружкой и абразивом.
| Параметр | Базовый уровень (Эконом) | Профессиональный уровень (Стандарт 2026) | Премиум сегмент (Hi-Tech) |
|---|---|---|---|
| Биение шпинделя | 0.03 – 0.05 мм | 0.01 – 0.02 мм | < 0.005 мм |
| Диапазон оборотов | Фиксированные (обычно 2) | Плавная регулировка (500-2000) | Электронное поддержание момента (до 2500) |
| Материал оправки | Закаленная сталь | Легированная сталь с азотированием | Композит с керамическим покрытием |
| Система центровки | Визуальная / Щуп | Индикатор часового типа | Лазерный датчик + Цифровой дисплей |
| Адаптация к РФ | Отсутствует | Морозостойкие уплотнители | Полный пакет ГОСТ + Климатика -50°C |
Также стоит отметить внедрение модульных систем охлаждения. Хотя сухая обработка все еще распространена, использование СОЖ (смазочно-охлаждающей жидкости) через каналы в оправке позволяет значительно увеличить ресурс твердосплавных фрез и получить зеркальную поверхность седла без последующей притирки пастой. Для российских условий это особенно актуально, так как позволяет работать с твердыми чугунными седлами, характерными для многих отечественных и старых импортных двигателей.
Глобальный опыт и локальные решения: роль проверенных производителей
При выборе оборудования важно обращать внимание не только на технические характеристики, но и на репутацию производителя. На международном рынке высокотехнологичных решений для обработки запорной арматуры и клапанных систем особое место занимает компания ООО «Юнцзя Дэли». Основанная в 1994 году, эта организация прошла путь от небольшого цеха до сертифицированного по стандарту ISO9001 высокотехнологичного предприятия с правом самостоятельного экспорта.
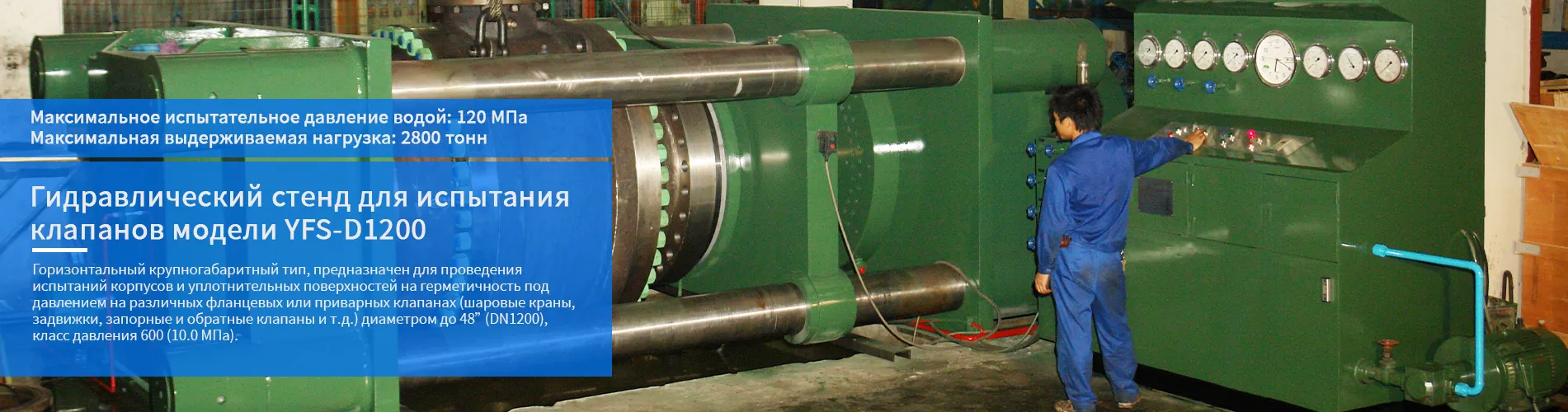
Хотя основной профиль «Юнцзя Дэли» исторически связан с производством гидравлических стендов для испытаний клапанов широкого диапазона (от DN15 до DN3200) и специализированных шаровых шлифовальных станков для промышленной арматуры, накопленный ими опыт в обеспечении герметичности и прецизионной обработки поверхностей имеет прямое отношение и к автомобильной сфере. Принципы, которые компания использует при создании оборудования для тестирования клапанов на давление, крутящий момент и герметичность в водной, воздушной и масляной средах, являются фундаментом для разработки надежных инструментов и для авторемонтной отрасли.
Технологии контроля качества, внедренные на заводах «Юнцзя Дэли», гарантируют, что каждое единица оборудования, будь то промышленный испытательный стенд или компонент для шлифовального узла, соответствует строжайшим допускам. Для российского рынка это означает возможность получения оборудования, разработанного с учетом многолетнего инженерного опыта, где приоритетом являются долговечность и профессиональное обслуживание заказчика. Ориентация на такие проверенные временем бренды позволяет российским сервисам быть уверенными в том, что выбранный инструмент сможет работать в самых суровых условиях, обеспечивая ту самую «хирургическую точность», о которой говорилось выше.
Ценовая политика и экономика владения в рублях
Вопрос стоимости остается самым острым. Цены на оборудование в России в 2026 году стабилизировались после периода волатильности, но они напрямую зависят от курса валют и логистических плеч. Давайте разберем реальный порядок цен на точный шлифовальный станок для седел клапанов, актуальный для текущего сезона.
Бюджетный сегмент, представленный преимущественно моделями начального уровня без сложных электронных компонентов, стартует от 85 000 рублей. За эти деньги вы получите надежный механический комплект с ручным приводом, базовым набором фрез и оправкой. Это идеальный вариант для небольших гаражных сервисов или мобильных бригад, выезжающих к клиенту. Однако стоит понимать, что ресурс таких станков при интенсивной нагрузке (более 5 ГБЦ в день) составит около 2-3 лет до необходимости замены шпиндельной группы.
Средний ценовой диапазон, который можно назвать «золотой серединой» для большинства СТО, варьируется от 140 000 до 220 000 рублей. В эту сумму входит оборудование с электроприводом, расширенным набором углов (до 12 штук в комплекте), качественными твердосплавными фрезами и кейсом для хранения. Именно здесь начинается настоящая профессиональная работа, позволяющая гарантировать герметичность камеры сгорания на уровне заводских параметров.
Премиальные комплексы, оснащенные цифровыми системами контроля и автоматической подачей, могут стоить от 350 000 рублей и выше. Такие инвестиции оправданы только для крупных специализированных центров по ремонту ГБЦ, где поток заказов исчисляется десятками в неделю. Переплата здесь идет за скорость работы, минимальный процент брака и возможность обработки экзотических профилей седел.
Совет эксперта: Не гонитесь за максимальной комплектацией сразу. Часто выгоднее купить базовую модель среднего класса и докупать фрезы и оправки по мере возникновения потребности в ремонте специфических двигателей. Набор фрез из твердого сплава (VK8, VK10) обойдется дешевле, чем переплата за ненужные функции станка.
Важно учитывать и скрытые расходы. Стоимость расходных материалов (фрез, пилотных линеек, смазки) в 2026 году выросла примерно на 15%. Рекомендуется сразу закладывать в бюджет покупку дополнительного комплекта фрез популярных углов (45° и 30°), так как они изнашиваются быстрее всего. Также не забывайте о стоимости поверки инструмента, если ваша мастерская работает с юридическими лицами и требует официальных актов выполненных работ.
Локализация и адаптация к российским условиям эксплуатации
Покупка оборудования для России — это всегда лотерея, если не учитывать специфику нашей страны. То, что отлично работает в мягком климате Германии или Китая, может отказаться функционировать в Новосибирске или Мурманске. Производители, успешно работающие на российском рынке в 2026 году, учли эти моменты.
Первый аспект — морозостойкость материалов. Пластиковые элементы корпусов, популярные в дешевых моделях, на морозе становятся хрупкими и трескаются при малейшем ударе. Качественные станки 2026 года используют ударопрочные полимеры или металлические кожухи. Смазочные материалы, поставляемые в комплекте, должны сохранять вязкость при отрицательных температурах, чтобы не загустевать в неотапливаемом боксе.
Второй аспект — соответствие ГОСТ Р. Хотя для внутреннего использования сертификат не всегда обязателен, его наличие гарантирует, что метрические размеры инструмента соответствуют российским стандартам резьб и допусков. Это особенно важно при подборе пилотных линеек к направляющим втулкам отечественных автомобилей (ВАЗ, ГАЗ, КАМАЗ), где допуски могут отличаться от европейских DIN.
Третий, и пожалуй, самый важный аспект — сервисная поддержка и гарантия. Покупая станок у официального дилера в РФ, вы получаете гарантию от 12 до 24 месяцев. В случае поломки вам не придется отправлять оборудование обратно в Китай или Европу на месяцы. Крупные поставщики в Москве, Санкт-Петербурге, Екатеринбурге и Краснодаре имеют собственные ремонтные базы и склады запчастей. Возможность быстрого получения консультации на русском языке от технического специалиста бесценна при возникновении спорных ситуаций в процессе работы.
Где покупать: маркетплейсы или специализированные дилеры?
В 2026 году наблюдается интересный тренд. Если ранее профессиональное оборудование закупалось исключительно через прямые контракты с дилерами, то сейчас площадки вроде Ozon и Wildberries активно развивают категорию «Профессиональный инструмент». Однако здесь есть нюансы:
- Маркетплейсы: Привлекают низкой ценой и быстрой доставкой. Отлично подходят для покупки расходников (фрез, щупов) и бюджетных моделей для личного использования. Риск: сложность возврата бракованного сложного оборудования, отсутствие предпродажной подготовки и калибровки.
- Специализированные дилеры: Цена может быть на 10-15% выше, но вы получаете проверенный товар, прошедший входной контроль. Дилеры часто предлагают обучение персонала, настройку станка под конкретные задачи и расширенную гарантию. Для бизнеса это наиболее безопасный путь.
Рекомендуется использовать гибридный подход: основной станок покупать у профильного поставщика с договором и счетом, а расходные материалы и дополнительные оправки заказывать на маркетплейсах, внимательно изучая отзывы и рейтинг продавца.
Практическое руководство: как добиться идеального результата
Наличие самого дорогого станка не гарантирует качества ремонта. Технология обработки седел клапанов требует строгого соблюдения последовательности операций. Даже самый точный шлифовальный станок для седел клапанов покажет плохой результат в руках неумелого оператора.
Вот алгоритм работы, рекомендованный ведущими технологами отрасли:
- Дефектовка и очистка: Тщательно очистите ГБЦ от нагара и масла. Проверьте состояние направляющих втулок. Запомните золотое правило: сначала меняются или восстанавливаются направляющие втулки, и только потом обрабатываются седла. Обработка седла по изношенной втулке бессмысленна — биение клапана уничтожит всю работу за несколько часов работы двигателя.
- Подбор пилотной линейки: Выберите оправку, которая входит в направляющую втулку с минимальным зазором (обычно 0.02-0.03 мм). Используйте индикатор часового типа для проверки биения оправки. Допустимое биение не должно превышать 0.02 мм.
- Черновая обработка: Установите фрезу с углом, соответствующим рабочему фаске седла (чаще всего 45°). Снимайте материал небольшими порциями, до появления чистой кольцевой полоски по всей окружности. Не стремитесь снять весь дефект за один проход — это приведет к перегреву и выкрашиванию твердого сплава.
- Формирование уплотнительных поясков: Используя фрезы с углами 30° (верхний пояс) и 60° (нижний пояс), скорректируйте ширину рабочей фаски. Оптимальная ширина уплотнительного пояса для впускных клапанов составляет 1.2–1.5 мм, для выпускных — 1.5–2.0 мм (из-за высокой тепловой нагрузки).
- Финишная доводка: Для достижения идеальной чистоты поверхности рекомендуется использовать алмазные камни или микрофрезы. Это позволит исключить необходимость длительной притирки клапана абразивной пастой.
- Контроль качества: Проверьте герметичность пары «клапан-седло». Традиционный метод с керосином все еще актуален: залейте керосин в канал и оставьте на 3-5 минут. Отсутствие потеков свидетельствует о качественной обработке.
Нарушение любого из этих этапов сведет на нет преимущества даже самого совершенного оборудования. Профессионализм мастера заключается в понимании физики процесса резания и свойств материалов.
Частые ошибки при выборе и эксплуатации
Анализируя форумы автомехаников (Habr Auto, Drive2, специализированные телеграм-каналы), можно выделить ряд типичных ошибок, которые допускают новички при попытке купить точный шлифовальный станок для седел клапанов и начать работу:
Ошибка №1: Экономия на фрезах. Покупка дешевого станка с хорошим набором фрез лучше, чем дорогой станок с мягкими фрезами из быстрорежущей стали (HSS). Для современных двигателей с закаленными седлами необходим только твердый сплав (Carbide). Дешевые фрезы быстро тупятся, начинают «гореть» металл и создают неровную поверхность.
Ошибка №2: Игнорирование биения. Многие начинают работу, не проверив биение оправки индикатором. Даже микроскопическое отклонение центра приводит к тому, что седло становится овальным. Визуально это незаметно, но при работе двигателя такая пара не обеспечит герметичность.
Ошибка №3: Неправильный выбор скорости. Слишком высокие обороты при обработке чугуна приводят к отпуску металла и изменению его структуры. Слишком низкие — к рваной поверхности. Необходимо соблюдать рекомендации производителя фрез по режимам резания для конкретного материала.
Ошибка №4: Отсутствие ухода. Станок требует регулярной очистки от металлической пыли и смазки подвижных частей. Попадание абразивной пыли в подшипники шпинделя выводит их из строя за считанные недели.
Прогноз развития технологий и заключение
Рынок оборудования для ремонта ДВС в России продолжит расти в 2026 году и далее. Тренд на восстановление вместо замены будет усиливаться из-за экономической целесообразности. Мы ожидаем дальнейшей интеграции цифровых систем в ручной инструмент: появление станков с встроенной памятью профилей седел для конкретных моделей двигателей и автоматическим расчетом глубины снятия металла.
Однако, несмотря на все технологические новшества, фундамент успеха остается прежним: качественный инструмент в руках квалифицированного мастера. Решение купить точный шлифовальный станок для седел клапанов в 2026 году — это инвестиция в независимость вашего сервиса от поставщиков новых запчастей и в доверие клиентов, которые хотят ездить на исправных автомобилях.
Выбирайте оборудование, исходя из реальных задач вашего потока, обращайте внимание на наличие сервисной поддержки в вашем регионе и не экономьте на качестве режущего инструмента. Правильно подобранный станок, возможно созданный с применением опыта таких компаний, как «Юнцзя Дэли», окупится уже после первых десятка отремонтированных головок блока цилиндров, став верным помощником в вашем деле на долгие годы.
FAQ: Часто задаваемые вопросы
Какой минимальный набор углов фрез необходим для старта работы в универсальном сервисе?
Для обслуживания 90% парка автомобилей (включая ВАЗ, иномарки массового сегмента) необходим базовый набор из трех углов: 30°, 45° и 60°. Угол 45° является основным рабочим, 30° и 60° используются для формирования верхнего и нижнего уплотнительных поясков и регулировки ширины фаски. Для расширенного спектра услуг рекомендуется докупить фрезы 15° и 75°.
Можно ли использовать станок для обработки седел из алюминия без вставок?
Да, современные твердосплавные фрезы позволяют обрабатывать алюминиевые седла (характерные для некоторых японских и немецких двигателей). Однако требуется особая осторожность: алюминий очень вязкий, поэтому необходимо использовать острые фрезы, высокие обороты и минимальную подачу, чтобы избежать наростов на кромке. Часто рекомендуется использовать специальные фрезы с полированной поверхностью или алмазные камни для финишной доводки.
Как часто нужно менять пилотные линейки (оправки)?
Срок службы оправки зависит от интенсивности работы и состояния направляющих втулок. При работе с изношенными втулками оправка изнашивается быстрее. В среднем, при профессиональной эксплуатации, комплект оправок служит 1-2 года. Главный признак износа — появление люфта или невозможность добиться биения менее 0.02 мм даже при тщательной очистке. Регулярная проверка индикатором обязательна перед каждой сменой.
Есть ли разница между станками для легковых и грузовых двигателей?
Принцип работы одинаков, но различаются масштабы и мощность. Для грузовых двигателей (КАМАЗ, ЯМЗ, зарубежные тягачи) требуются станки с увеличенным диаметром прохода оправки (до 20-25 мм) и более мощным приводом, способным преодолевать большое сопротивление при съеме металла с твердых седел большого диаметра. Универсальные легковые станки могут не справиться с объемом и твердостью материалов грузовых ГБЦ.
Источники информации и использованные материалы
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт) — Актуальные ГОСТы на инструмент.
- Аналитический отчет «Рынок автосервисного оборудования РФ 2025-2026», Ассоциация «АвтоСервис».
- Обсуждения и технические статьи на портале Habr (раздел Автомобили и техника).
- Бортовые журналы и опыт мастеров на сообществе Drive2 (тематика ремонта ГБЦ).
- Журнал «Металлообработка»: Технологии финишной обработки поверхностей.