






Оптом испытательный стенд для контроля качества клапанов производитель
2026-05-15
содержание
- Стенд для испытания клапанов: критерии выбора оптового поставщика и технические нюансы
- Технические параметры, определяющие класс оборудования
- Конструктивные особенности и типы испытательных стендов
- Процесс интеграции и риски при импорте оборудования из Китая
- Методология испытаний и соблюдение отраслевых стандартов
- Часто задаваемые вопросы
- Экономическое обоснование инвестиций в современный испытательный комплекс
- Заключение и рекомендации по выбору партнера
Стенд для испытания клапанов: критерии выбора оптового поставщика и технические нюансы
Поиск надежного партнера для закупки оборудования, способного гарантировать безопасность трубопроводных систем, начинается с анализа технических характеристик, а не только цены. Стенд для испытания клапанов — это не просто гидравлический пресс, а сложный измерительный комплекс, от точности которого зависит репутация производителя запорной арматуры и безопасность конечных объектов эксплуатации. В нашей практике работы с заводами в России, СНГ и Европе мы неоднократно сталкивались с ситуацией, когда экономия 15–20% на стоимости испытательного оборудования приводила к браку партий продукции и рекламациям со стороны нефтегазовых заказчиков. Рынок перенасыщен предложениями, но лишь единицы производителей могут подтвердить соответствие заявленных параметров реальным условиям эксплуатации при давлениях до 420 МПа и диаметрах DN3200.
Эта статья написана инженерами, которые ежедневно решают задачи по подбору испытательного оборудования для серийного производства задвижек, шаровых и обратных клапанов. Мы не будем использовать маркетинговые клише о «высоком качестве». Вместо этого мы разберем конкретные инженерные решения, влияющие на долговечность стенда, сравним гидравлические схемы разных поколений и объясним, почему сертификация ISO9001 является лишь входным билетом, а не гарантией успеха. Если вы планируете обновить парк оборудования или открыть новый цех в 2026 году, этот материал сэкономит вам месяцы проб и ошибок.
Технические параметры, определяющие класс оборудования
При формировании технического задания на закупку большинство инженеров совершают одну и ту же ошибку: они фокусируются исключительно на максимальном давлении и диаметре прохода. Да, эти цифры важны, но они не отражают реальной производительности и универсальности машины. Стенд для испытания клапанов должен рассматриваться как система, где критическими являются скорость заполнения камеры, точность поддержания давления во времени и возможность быстрой переналадки под разные типы арматуры.
Рассмотрим параметр диапазона диаметров. На бумаге многие производители заявляют поддержку от DN15 до DN3200. Однако на практике реализация этого диапазона требует совершенно разных механических решений. Для малых диаметров (DN15–DN50) критична скорость зажима и отсутствие люфтов, так как даже микронное смещение может повредить уплотнительные поверхности мягких седел. Для больших диаметров (свыше DN600) ключевым фактором становится жесткость станины и усилие прижима торцовых плит. В компании ООО «Юнцзя Дэли», которая занимается разработкой таких систем с 1994 года, мы используем модульную конструкцию станин. Это позволяет избежать ситуации, когда при испытании маленького клапана на огромном стенде теряется соосность, а при испытании большого — происходит деформация рамы.
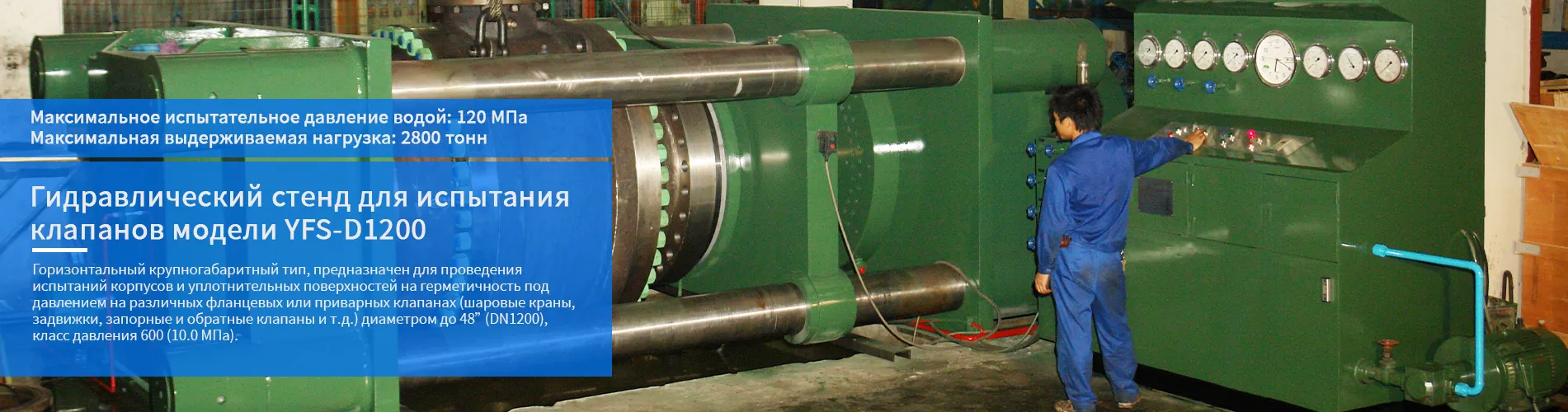
Давление — второй ключевой параметр, вокруг которого ведется много спекуляций. Стандартные гидравлические испытания требуют давления до 40–60 МПа для корпусной прочности и до 10–20 МПа для проверки герметичности затвора. Однако современные стандарты API и ГОСТ для специальной арматуры (например, для устьев скважин) требуют испытаний давлением до 100–140 МПа и выше. Здесь важна не только мощность насоса, но и класс точности манометров и датчиков. Дешевые китайские аналоги часто комплектуются датчиками с погрешностью 1.5–2.5%, что недопустимо для сертифицированной лаборатории. Мы рекомендуем требовать датчики класса 0.4 или 0.25 с калибровочными сертификатами, прослеживаемыми до национальных эталонов.
Скорость цикла испытания — параметр, который напрямую влияет на себестоимость единицы продукции. Традиционные стенды с ручным позиционированием плит могут тратить до 15 минут только на установку одного клапана среднего размера. Современные автоматизированные линии сокращают это время до 2–3 минут за счет использования гидравлических манипуляторов и системы быстрого зажима. Разница кажется незначительной, но при серийном выпуске 500 клапанов в месяц это сотни часов рабочего времени. Один из наших клиентов в Татарстане заменил старый стенд на новую модель с гидравлическим приводом плит и увеличил выпуск продукции на 43% без найма дополнительных сотрудников.
Тип рабочей среды также диктует конструктивные особенности. Большинство испытаний проводится водой, но существуют требования к испытаниям воздухом (пневмоиспытания) или маслом (для проверки работы в агрессивных средах или при низких температурах). Стенды, работающие с воздухом, требуют особых мер безопасности из-за высокой энергии сжатого газа. При разрыве клапана во время пневмоиспытания выделяется колоссальная энергия, поэтому камера должна быть усилена, а оператор защищен бронестеклом или дистанционным управлением. Игнорирование этого требования привело к серьезному инциденту на одном из заводов в Уральском регионе в 2023 году, где взрыв воздушной подушки повредил соседнее оборудование. Поэтому при заказе обязательно указывайте тип среды: вода, воздух или масло.
Важным аспектом является система регистрации данных. В эпоху Industry 4.0 бумажные протоколы испытаний становятся архаизмом. Крупные заказчики (Газпром, Роснефть, международные нефтяные компании) требуют цифровые отчеты, которые невозможно подделать. Современный стенд для испытания клапанов должен быть оснащен PLC-контроллером и ПО, которое автоматически строит график «давление-время», фиксирует моменты падения давления и формирует PDF-отчет с цифровой подписью. Отсутствие такой функции автоматически снижает ценность вашего оборудования в глазах аудиторов.
Сравнительная таблица характеристик бюджетных и промышленных стендов
| Параметр | Бюджетное решение (Кустарное/Мелкосерийное) | Промышленное решение (Заводское/Серийное) | Влияние на производство |
|---|---|---|---|
| Точность давления | ±1.5% – 2.5% (механические манометры) | ±0.25% – 0.4% (цифровые датчики с калибровкой) | Риск брака при приемке ОТК и рекламаций от заказчика |
| Время переналадки | 15–25 минут (ручной подъем плит, ручная центровка) | 2–5 минут (гидравлический привод, лазерная центровка) | Производительность линии ниже на 30–40% |
| Диапазон диаметров | Узкий (например, только DN50–DN300) | Широкий (DN15–DN3200) с быстрой сменой адаптеров | Необходимость покупки нескольких станков вместо одного |
| Безопасность | Базовая защита, отсутствие блокировок | Многоступенчатая защита, датчики положения, бронестекло | Риск травм персонала и повреждения оборудования |
| Регистрация данных | Ручная запись в журнал или простой самописец | Автоматизированная система с экспортом в ERP/CRM | Сложность прохождения аудита и сертификации |
| Ресурс до капремонта | 3–5 лет интенсивной работы | 10–15 лет при соблюдении регламента ТО | TCO (совокупная стоимость владения) выше у дешевых аналогов |
Конструктивные особенности и типы испытательных стендов
Понимание внутренней архитектуры машины помогает избежать покупки «кота в мешке». На рынке представлены три основных типа конструкций, каждый из которых имеет свои преимущества и ограничения. Выбор зависит от номенклатуры вашей продукции и планов по масштабированию.
Горизонтальные стенды с двумя плитами. Это наиболее распространенный тип для испытания задвижек, шаровых и дисковых затворов. Клапан устанавливается между двумя вертикальными плитами, которые сжимаются гидравлическими цилиндрами. Главное преимущество — универсальность. Меняя адаптеры на плитах, можно тестировать клапаны разных типов и длин. Однако здесь есть нюанс: при испытании крупных клапанов (свыше DN800) собственный вес изделия может вызывать прогиб, если нет нижней поддерживающей тележки. Качественные производители, такие как ООО «Юнцзя Дэли», интегрируют в конструкцию регулируемую опорную раму или роликовую систему, которая берет на себя вес клапана, не препятствуя осевому сжатию. Без этой опции вы рискуете получить ложные результаты испытаний из-за деформации корпуса клапана под собственным весом.
Вертикальные стенды (башенного типа). Используются преимущественно для обратных клапанов и запорной арматуры, где критично положение шпинделя. Вертикальная установка имитирует реальное положение в трубопроводе и позволяет проверять работу пружин и захлопок под действием гравитации. Такие стенды занимают меньше площади пола, но требуют более высоких потолков в цехе и часто оснащаются тельферами для загрузки. Сложность заключается в обеспечении соосности верхней и нижней плит. Люфт в направляющих колоннах быстро приводит к неравномерному прижиму и повреждению уплотнений. Мы рекомендуем обращать внимание на наличие системы автоматической коррекции перекоса (self-aligning system), которая компенсирует небольшие отклонения в геометрии клапана.
Специализированные стенды для конкретных задач. Сюда относятся машины для испытания предохранительных клапанов (требуют высокой динамики нарастания давления), криогенной арматуры (требуют камер охлаждения) или арматуры для АЭС (требуют особо чистых сред и радиационной стойкости компонентов). Покупка универсального стенда для таких задач часто нецелесообразна. Например, для криогенных испытаний нужен отдельный контур с жидким азотом и теплоизоляцией, что сложно реализовать в рамках общей машины. В таких случаях лучше заказать специализированный модуль.
Отдельного внимания заслуживает система зажима. Существует два основных принципа: механический (винтовой) и гидравлический. Винтовые зажимы дешевле и проще в ремонте, но требуют значительных физических усилий или мощных редукторов, что замедляет процесс. Гидравлические зажимы обеспечивают равномерное распределение усилия по всей поверхности фланца, что критично для предотвращения утечек во время теста. Кроме того, гидравлика позволяет легко автоматизировать процесс. Единственный недостаток гидравлики — риск утечек масла и необходимость обслуживания гидросистемы, но при использовании качественных уплотнений (например, Parker или Merkel) эта проблема сводится к минимуму.
Материал исполнения тоже играет роль. Станины из обычной конструкционной стали со временем могут деформироваться под циклическими нагрузками. Премиальные стенды изготавливаются из низколегированных сталей с последующей термообработкой для снятия внутренних напряжений. Плиты, контактирующие с клапаном, должны иметь твердость не ниже HRC 45–50, чтобы избежать появления вмятин от фланцев тяжелой арматуры. Мы видели случаи, когда через год работы плиты дешевого стенда приходилось менять или наваривать новые поверхности из-за износа.
Процесс интеграции и риски при импорте оборудования из Китая
Закупка сложного промышленного оборудования за рубежом всегда сопряжена с рисками. Китай является мировым лидером по производству испытательных стендов, предлагая цены на 30–50% ниже европейских аналогов. Однако разница в цене часто обусловлена не только стоимостью труда, но и качеством комплектующих, глубиной инженерной проработки и уровнем сервиса. Чтобы покупка стала выгодной инвестицией, а не головной болью, необходимо четко понимать скрытые риски.
Первый риск — несоответствие электрических стандартов. Европейское оборудование обычно работает на 400В/50Гц, в то время как внутренние китайские стандарты могут отличаться. Хотя экспортные версии адаптируются, часто встречаются проблемы с качеством сборки электрощитов: использование дешевых автоматов, плохая маркировка кабелей, отсутствие резервных цепей. Это приводит к частым отказам и сложностям в поиске запасных частей локально. Требуйте от поставщика схему электрощита до оплаты и убедитесь, что все компоненты (Schneider, Siemens, Omron или качественные китайские аналоги типа Chint/Delixi) имеют международные сертификаты.
Второй риск — программное обеспечение и язык интерфейса. Многие дешевые стенды поставляются с ПО, переведенным машинным переводом, где термины вроде «давление сброса» или «время выдержки» понятны только разработчику. Worse yet, исходный код закрыт, и вы не можете изменить параметры отчетности под требования вашего отдела качества. Профессиональные поставщики, такие как ООО «Юнцзя Дэли», предоставляют ПО с возможностью локализации и гибкой настройкой форм отчетов, соответствующих ГОСТ или API. Уточните заранее: можно ли будет самостоятельно добавить новые поля в протокол испытаний?
Третий, и самый критичный риск — послепродажная поддержка. Когда стенд останавливается в разгар производственного плана, счет идет на часы. Если поставщик находится за 7000 км и не имеет представительства или партнеров в вашем регионе, ожидание инженера может затянуться на недели. Визовые вопросы, логистика, языковой барьер — все это работает против вас. Идеальный вариант — наличие склада запчастей в стране покупателя или договор с местной сервисной организацией. Компания ООО «Юнцзя Дэли», обладая правом самостоятельного экспорта и опытом работы с 1994 года, понимает эти боли и предлагает расширенную гарантию и удаленную диагностику через защищенные каналы связи, что позволяет решать 80% проблем без выезда специалиста.
Логистика крупногабаритного оборудования — отдельная глава. Стенды для DN3200 могут весить десятки тонн и требовать разборки для транспортировки. Неправильная упаковка или крепление в контейнере приводит к повреждению прецизионных направляющих и гидравлических цилиндров еще до прибытия на завод. Требуйте фотофиксацию процесса погрузки и использования амортизирующих материалов. Также убедитесь, что габариты собранного оборудования пройдут через двери вашего цеха. Мы знаем случай, когда купленный стенд пришлось демонтировать часть стены цеха, чтобы занести внутрь, так как никто не проверил высоту проема.
Сертификация — еще один камень преткновения. Для работы в РФ и странах ЕАЭС оборудование должно иметь сертификат ТР ТС (EAC). Многие китайские фабрики предлагают «сертификаты» сомнительного происхождения, которые не принимаются таможенными органами или Ростехнадзором. Убедитесь, что поставщик имеет опыт оформления настоящих деклараций соответствия и может предоставить образцы документов от предыдущих поставок в ваш регион. Наличие сертификата ISO9001 у завода-производителя говорит о системе менеджмента качества, но не заменяет обязательную сертификацию самого оборудования.
Методология испытаний и соблюдение отраслевых стандартов
Покупка стенда — это только половина дела. Вторая половина — правильное использование его возможностей для обеспечения соответствия продукции нормативным документам. В зависимости от рынка сбыта, ваши клапаны должны соответствовать различным стандартам: ГОСТ (Россия), API (США/международный нефтяной сектор), EN (Европа), ISO (международный). Каждый стандарт диктует свои методики проведения испытаний.
Испытание на прочность корпуса (Shell Test). Согласно большинству стандартов (API 598, ГОСТ 9544, ISO 5208), корпус клапана должен выдерживать давление, превышающее номинальное в 1.5 раза, в течение определенного времени без видимых деформаций и течей через стенки. Важно: в этот момент затвор клапана должен быть частично открыт, чтобы давление действовало на все внутренние полости равномерно. Ошибка операторов часто заключается в том, что клапан закрывают полностью, создавая избыточное давление только с одной стороны, что не дает полной картины прочности корпуса.
Испытание на герметичность затвора (Seat Test). Это самый деликатный этап. Давление подается с одной стороны (обычно со стороны входа), а другая сторона открыта для наблюдения за утечками. Допустимые нормы утечки строго регламентированы. Например, по классу герметичности A (ISO 5208) утечки не допускаются вообще, а по классу D допускаются капли в минуту. Стенд должен позволять точно дозировать давление и удерживать его стабильным длительное время. Пульсации давления от дешевого насоса могут маскировать реальную утечку или, наоборот, провоцировать ложные срабатывания датчиков. Использование воздуха для этого теста повышает чувствительность метода (пузырьковый метод), но требует повышенной осторожности.
Испытание крутящего момента. Для приводных клапанов (с электроприводом или редуктором) критически важно измерить крутящий момент, необходимый для открытия и закрытия под давлением. Превышение момента может привести к поломке шпинделя или сгоранию двигателя привода. Современные стенды оснащаются тензодатчиками момента, встроенными в приводной узел. Это позволяет построить характеристику «момент-угол поворота» и выявить заклинивания или чрезмерное трение в уплотнениях.
Документирование результатов. В эпоху цифровизации бумажный журнал испытаний уходит в прошлое. Система управления стендом должна автоматически записывать все параметры: время начала, время набора давления, время выдержки, значение давления, температуру среды, факт прохождения/непрохождения теста. Эти данные должны быть защищены от редактирования оператором. Возможность выгрузки данных в формате XML или CSV для интеграции с корпоративной системой учета (1С, SAP) становится обязательным требованием для крупных тендеров.
Безопасность персонала при проведении испытаний. Работа с высоким давлением несет риски. Разрыв клапана или выброс прокладки может травмировать оператора. Конструкция стенда должна предусматривать защитные кожухи, блокировку запуска при открытых дверцах камеры и аварийные кнопки остановки. Пульт управления должен быть вынесен в безопасную зону или выполнен в виде переносной консоли с длинным кабелем. Пренебрежение этими мерами ради удешевления конструкции недопустимо.
Часто задаваемые вопросы
Какой срок службы у гидравлического стенда для испытания клапанов?
При условии регулярного технического обслуживания (замена масла, проверка уплотнений, калибровка датчиков) качественный стенд служит 15–20 лет. Ключевым фактором является качество гидравлических компонентов и отсутствие перегрузок. Дешевые модели с тонкостенными цилиндрами могут выйти из строя через 5–7 лет активной эксплуатации.
Можно ли испытывать на одном стенде клапаны разных типов (шаровые, задвижки, обратные)?
Да, универсальные стенды позволяют это делать благодаря сменным адаптерам и регулируемым плитам. Однако для каждого типа клапана специфические приспособления для фиксации и подключения. Например, для обратных клапанов нужна вертикальная ориентация, а для задвижек — горизонтальная. Универсальность достигается за счет модульности конструкции.
Требуется ли специальная лицензия для эксплуатации такого оборудования?
В большинстве стран эксплуатация гидравлических прессов не требует специальной лицензии от надзорных органов, если давление не превышает определенных пороговых значений (обычно до 100 бар для общих нужд). Однако персонал должен пройти инструктаж по технике безопасности. Если стенд используется для официальной сертификации продукции, сама лаборатория должна быть аккредитована.
Как быстро осуществляется доставка и монтаж оборудования?
Стандартный срок производства составляет 45–60 дней после утверждения чертежей. Доставка морем занимает еще 30–45 дней в зависимости от порта назначения. Монтаж и пусконаладка силами инженеров завода занимают 5–10 рабочих дней. Важно заранее подготовить фундамент и подвести коммуникации (электричество, воду, слив).
Что входит в гарантийное обслуживание?
Обычно гарантия составляет 12 месяцев на основные узлы (станина, цилиндры, насосная станция) и 6 месяцев на расходные материалы (уплотнения, фильтры). Гарантия не покрывает повреждения, вызванные нарушением правил эксплуатации или форс-мажором. Важным условием является наличие акта пусконаладки, подписанного авторизованным специалистом.
Экономическое обоснование инвестиций в современный испытательный комплекс
Принятие решения о покупке нового оборудования часто упирается в бюджетные ограничения. Руководство видит высокую начальную стоимость современного стенда и склоняется к варианту б/у или более дешевой модели. Давайте посмотрим на ситуацию шире, используя метод расчета совокупной стоимости владения (TCO).
Стоимость простоя. Представьте, что ваш единственный стенд ломается в середине выполнения крупного заказа. Каждый час простоя — это невыпущенная продукция, штрафы за срыв сроков и простой рабочих. Надежный стенд с дублированными системами и доступностью запчастей минимизирует этот риск. Стоимость часа простоя на крупном заводе может достигать сотен долларов, что за год многократно перекрывает разницу в цене между «бюджетным» и «премиальным» оборудованием.
Энергоэффективность. Современные насосные станции с частотным регулированием потребляют на 20–30% меньше электроэнергии по сравнению с устаревшими системами постоянного давления. Учитывая рост тарифов на энергоносители, эта экономия становится существенной статьей бюджета. Кроме того, системы рекуперации энергии (возврат масла в бак под давлением) снижают нагрев рабочей жидкости, уменьшая нагрузку на холодильники.
Снижение брака. Точность измерений современного стенда позволяет выявлять дефекты на ранней стадии, до финишной обработки клапана. Отбраковка готового изделия после покраски и упаковки — это потеря всех затрат на его производство. Точный контроль герметичности снижает количество рекламаций от клиентов, что сохраняет репутацию бренда. Один крупный контракт, полученный благодаря наличию современной испытательной лаборатории, окупает покупку оборудования за несколько месяцев.
Ликвидность оборудования. Качественный брендированный стенд сохраняет высокую остаточную стоимость. Через 10 лет вы сможете продать его за 40–50% от первоначальной цены. Дешевый ноунейм-станок через 5 лет будет иметь нулевую ликвидность, так как никто не захочет покупать машину с неизвестной историей и отсутствием запчастей.
Заключение и рекомендации по выбору партнера
Выбор поставщика испытательного оборудования — это стратегическое решение, влияющее на конкурентоспособность вашего предприятия на годы вперед. Не гонитесь за самой низкой ценой. Дешевизна в этом сегменте почти всегда означает компромисс в безопасности, точности или долговечности. Ищите партнера, который предлагает не просто «железо», а комплексное решение: проектирование, производство, доставку, монтаж, обучение персонала и сервисную поддержку.
Обращайте внимание на опыт компании. Производитель, работающий на рынке с 1994 года, такой как ООО «Юнцзя Дэли», уже прошел проверку временем и накопил базу решений для самых нестандартных задач. Наличие сертификата ISO9001 подтверждает зрелость процессов управления качеством. Возможность производить стенды для всего диапазона DN15–3200 говорит о технологической гибкости и мощной производственной базе.
Перед подписанием контракта запросите референс-лист и свяжитесь с текущими клиентами поставщика в вашем регионе. Личный разговор с главным инженером завода, который эксплуатирует такое оборудование уже 3–5 лет, даст больше информации, чем любой буклет. Попросите провести видео-демонстрацию работы стенда в реальном времени, покажите им чертежи ваших клапанов и спросите, как они предложат решить конкретные задачи фиксации и герметизации.
Инвестиции в качественный стенд для испытания клапанов — это вклад в безопасность ваших продуктов и спокойствие ваших клиентов. В мире, где требования к надежности трубопроводных систем только растут, наличие современной испытательной базы становится вашим главным конкурентным преимуществом. Не откладывайте модернизацию на потом — рынок не ждет.
Если вы готовы обсудить детали вашего проекта, рассчитать конфигурацию стенда под вашу номенклатуру и получить коммерческое предложение с учетом логистики в ваш регион, мы приглашаем вас к диалогу. Наши специалисты готовы проанализировать ваши технические требования и предложить оптимальное решение, сочетающее надежность, функциональность и разумную цену.
Свяжитесь с нами сегодня для консультации с ведущим инженером-технологом. Мы поможем вам выбрать оборудование, которое станет надежным фундаментом для развития вашего производства.