






Инструкция по эксплуатации универсального испытательного стенда для клапанов
2026-05-26
- Подготовка к работе и проверка комплектации испытательного стенда
- Пошаговая инструкция по монтажу и центровке запорной арматуры
- Проведение гидравлических испытаний на прочность и герметичность
- Специфика пневматических испытаний и меры безопасности
- Анализ результатов, диагностика неисправностей и ведение документации
- Техническое обслуживание стенда и продление срока службы оборудования
Подготовка к работе и проверка комплектации испытательного стенда
Эксплуатация стенда для испытания клапанов начинается задолго до момента включения гидравлического насоса. В нашей практике мы неоднократно сталкивались с ситуациями, когда дорогостоящее оборудование выходило из строя или выдавало некорректные данные из-за банального игнорирования этапа предварительной подготовки. Операторы часто считают, что достаточно подключить шланги и нажать кнопку «Пуск», но именно эта ошибка приводит к микротрещинам в уплотнениях или, в худшем случае, к разгерметизации системы под высоким давлением. Мы видели последствия такой халатности: один из наших клиентов потерял партию запорной арматуры DN500, потому что не проверил чистоту рабочей среды перед тестом, что привело к заклиниванию затвора в момент пиковой нагрузки. Чтобы избежать подобных инцидентов, необходимо строго следовать регламенту, который мы разработали на основе опыта обслуживания сотен единиц оборудования.
Первым шагом является визуальный осмотр всей системы. Убедитесь, что все гибкие рукава высокого давления не имеют видимых повреждений оплетки, а фитинги затянуты с рекомендованным моментом. Особое внимание уделите состоянию манометров: стекло должно быть целым, стрелка на нуле при отсутствии давления. Если вы используете установку для пневматических испытаний, проверьте наличие влагоотделителя — попадание конденсата в пневмопривод клапана может вызвать коррозию внутренних полостей, что сделает результаты теста на герметичность недостоверными. Для гидравлических тестов критически важно качество воды или масла. Использование технической воды без фильтрации приводит к быстрому износу плунжерных пар насоса. В спецификациях большинства производителей, включая стандарты ISO, четко прописаны требования к чистоте рабочей жидкости (класс не ниже 9 по ISO 4406 для масляных систем).
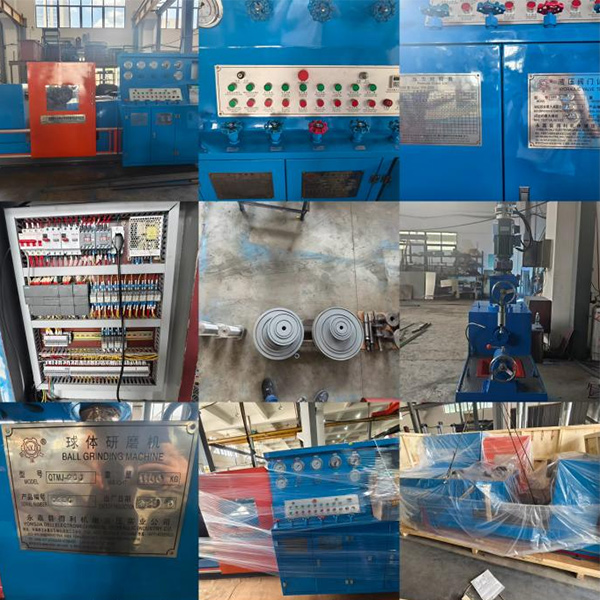
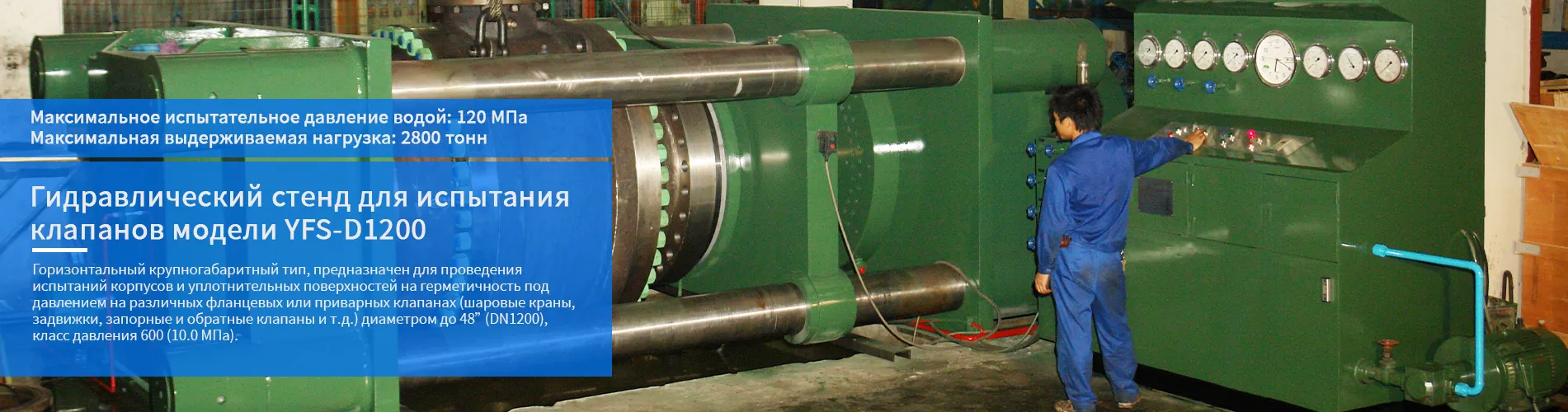
Проверьте соответствие типа клапана возможностям вашего оборудования. Универсальный стенд для испытания клапанов, разработанный компанией ООО «Юнцзя Дэли», способен работать с изделиями от DN15 до DN3200, но это не означает, что любой клапан можно установить без адаптеров. Убедитесь, что у вас есть необходимые переходные фланцы и центрирующие оправки для конкретного типа арматуры (задвижка, шаровой кран, обратный клапан). Отсутствие правильной центровки создает неравномерную нагрузку на корпус клапана при зажиме, что может деформировать посадочные места уплотнений еще до начала теста. Мы рекомендуем создать чек-лист для каждого типоразмера клапанов, которые вы планируете тестировать в эту смену, и сверяться с ним перед каждой установкой. Это займет 5 минут, но сэкономит часы на устранение последствий неправильной сборки.
Пошаговая инструкция по монтажу и центровке запорной арматуры
Правильная установка клапана в испытательную камеру — это фундамент достоверности всех последующих измерений. Ошибка на этом этапе делает бессмысленными даже самые точные показания датчиков давления. Процесс монтажа требует физической силы и понимания механики зажимных устройств. Начните с очистки привалочных поверхностей стола стенда и фланцев клапана. Любая металлическая стружка или окалина, оставшаяся между поверхностями, станет точкой концентрации напряжения. При подаче давления в несколько десятков мегапаскалей эта микроскопическая неровность может привести к локальному продавливанию металла или перекосу всего узла.
- Установка нижнего адаптера. Выберите плиту или кольцо, соответствующее диаметру нижнего фланца клапана. Аккуратно опустите его на стол стенда. Если используется гидравлический нижний прижим, убедитесь, что поршень находится в нижнем положении. Положите клапан на адаптер. Здесь важно соблюдать ориентацию: направление потока, указанное стрелкой на корпусе, должно соответствовать требованиям методики испытаний (обычно давление подается против направления закрытия для проверки герметичности затвора). Неправильная ориентация — частая ошибка новичков, приводящая к ложным выводам о качестве уплотнения.
- Центровка относительно вертикальной оси. Это самый ответственный момент. Клапан должен стоять строго вертикально, если иное не предусмотрено конструкцией стенда для горизонтальных испытаний. Используйте строительный уровень или встроенные индикаторы наклона, если они есть на вашей модели. Перекос всего в 2 градуса при испытании крупногабаритной задвижки DN800 создаст боковую нагрузку на штоковый узел, которая может согнуть шток или повредить сальниковую набивку. В нашей практике были случаи, когда из-за перекоса операторы браковали исправные клапаны, принимая деформацию корпуса за производственный дефект. Потратьте время на юстировку, используя регулировочные винты стола.
- Фиксация верхним прижимом. Опустите верхнюю траверсу или гидроцилиндр до контакта с верхней частью клапана. Для фланцевых соединений используйте специальные захваты, которые давят на фланец, а не на маховик или редуктор. Давление на органы управления недопустимо — это гарантированно приведет к поломке редуктора. Плавно увеличивайте усилие зажима, постоянно контролируя положение клапана. Как только контакт установлен, зафиксируйте траверсу. Усилие зажима должно быть достаточным для удержания клапана от всплытия под действием внутреннего давления, но не избыточным, чтобы не раздавить корпус. Для клапанов из чугуна или цветных сплавов предел усилия зажима значительно ниже, чем для стальных аналогов.
- Подключение гидравлических и пневматических линий. Подсоедините шланг высокого давления к входному патрубку клапана. Убедитесь, что используемые уплотнительные кольца (O-rings) находятся в идеальном состоянии и соответствуют рабочему давлению. Для пневматических тестов подключите линию сжатого воздуха через редукционный клапан. Важно: никогда не подключайте линию высокого давления напрямую без промежуточной запорной арматуры на самом стенде. Это правило безопасности, нарушение которого опасно для жизни оператора. Проверьте, чтобы все вентили на линии подачи были закрыты перед началом следующего этапа.
- Финальная проверка перед подачей среды. Еще раз обойдите установку вокруг. Проверьте, нет ли посторонних предметов в зоне испытания. Убедитесь, что защитный экран или ограждение опущены и зафиксированы. Испытания под давлением сопряжены с риском разлета осколков в случае разрушения образца. Защитные кожухи на стендах ООО «Юнцзя Дэли» рассчитаны на удержание осколков при взрывном разрушении корпуса, но только если они правильно закрыты. Только после этой проверки можно приступать к заполнению системы рабочей средой.
Помните, что спешка при монтаже — главный враг качества. Лучше потратить лишние 10 минут на центровку, чем переделывать весь тест заново или, что хуже, ремонтировать оборудование после аварии. Каждый шаг должен выполняться осознанно, с пониманием физических процессов, происходящих внутри камеры.
Проведение гидравлических испытаний на прочность и герметичность
Гидравлические испытания являются наиболее распространенным методом проверки запорной арматуры. Они позволяют выявить как макроскопические дефекты корпуса (трещины, раковины), так и микроутечки через уплотнительные поверхности. Процедура делится на два основных этапа: испытание на прочность (прочностной тест) и испытание на герметичность (плотностной тест). Смешивать эти понятия нельзя, так как они имеют разные критерии приемки и методики проведения.
Этап 1: Заполнение и удаление воздуха. Перед созданием давления необходимо полностью удалить воздух из полости клапана и подключенных трубопроводов. Воздух сжимаем, вода — нет. Наличие воздушных пробок приводит к нестабильным показаниям манометра и создает риск гидроудара при резком изменении давления. Откройте воздухоотводчики на высших точках клапана и медленно подавайте воду. Как только пойдет сплошная струя без пузырьков, закройте вентили. Этот процесс может занять от 5 до 20 минут в зависимости от объема полости. Игнорирование этого шага — типичная ошибка, из-за которой многие операторы не могут выйти на стабильное давление.
Этап 2: Испытание на прочность корпуса. Цель этого этапа — проверить целостность литых или сварных деталей корпуса и крышки под давлением, превышающим рабочее. Согласно стандартам (ГОСТ, API, EN), испытательное давление обычно составляет 1.5 от номинального давления (PN). Например, для клапана PN16 испытательное давление составит 24 бар (2.4 МПа). Подавайте давление плавно, ступенями по 20% от целевого значения. На каждой ступени делайте паузу на 1-2 минуты для визуального осмотра. Ищите капли воды, запотевание швов или изменение геометрии корпуса. Время выдержки под максимальным давлением обычно составляет не менее 10-15 минут. В этот период запрещается постукивать по корпусу молотком или создавать вибрацию, так как это может спровоцировать развитие трещины в напряженном металле.
Этап 3: Испытание на герметичность затвора и уплотнений. После успешного прочностного теста давление сбрасывается до уровня рабочего или до значения, указанного в стандарте для проверки плотности (часто 1.1 от PN). Клапан закрывается (затвор прижимается к седлам). Давление подается со стороны входа. Критерием успеха является отсутствие видимых утечек или падение давления в пределах допустимой нормы за определенное время. Для мягкой посадки (клапаны с резиновыми или тефлоновыми уплотнениями) норма утечки практически нулевая. Для металл-по-металлу допускается капельная утечка, регламентируемая стандартом (например, не более X капель в минуту). Здесь важно дать время на стабилизацию температуры воды, так как нагрев жидкости от сжатия может искусственно завысить давление, маскируя реальную утечку.
Особое внимание следует уделить безопасности при сбросе давления. Открывайте сбросные клапаны медленно. Резкий сброс большого объема воды может вызвать кавитацию внутри клапана, повреждающую уплотнительные поверхности. Мы рекомендуем использовать дренажные линии достаточного диаметра, чтобы избежать противодавления в системе слива. В процессе работы со стендом всегда держите под рукой журнал испытаний, куда вносите данные о каждом этапе: время подъема давления, значение выдержки, визуальные наблюдения. Эти записи являются юридическим документом, подтверждающим качество продукции.
Специфика пневматических испытаний и меры безопасности
Пневматические испытания проводятся с использованием сжатого воздуха или инертных газов (азота). Они более опасны, чем гидравлические, из-за высокой энергии сжатого газа. При разрыве емкости под пневматическим давлением происходит взрывное высвобождение энергии, тогда как при гидравлическом испытании вода просто вытекает, быстро теряя давление. Поэтому требования безопасности здесь ужесточаются многократно. Компания ООО «Юнцзя Дэли» оснащает свои стенды усиленными защитными камерами именно с расчетом на возможные риски пневмоиспытаний.
Главное правило: никогда не проводите пневматические испытания на давление, превышающее 1.1 от рабочего, если это прямо не указано в стандарте для данного типа изделия. Обычно пневматические тесты проводят на низком давлении (0.6 МПа или 6 бар) для проверки герметичности, так как воздух отлично выявляет даже микроскопические свищи благодаря образованию пузырей в контрольной жидкости (мыльном растворе). Прочностные испытания воздухом допускаются только для клапанов малого диаметра (до DN50-DN80) и только при соблюдении особых мер предосторожности, таких как использование дистанционного управления и нахождение персонала в укрытии.
Методика обнаружения утечек при пневматике отличается от гидравлики. Поскольку воздух невидим, необходимо покрыть все потенциально негерметичные соединения (фланцы, сальник, пробки) мыльным раствором или специальной пеной. Появление растущих пузырей свидетельствует об утечке. Альтернативный метод — падение давления. После создания рабочего давления систему отключают от компрессора и наблюдают за манометром в течение установленного времени (обычно 3-5 минут). Падение стрелки манометра указывает на негерметичность. Однако этот метод чувствителен к изменению температуры: если в цеху стало холоднее, давление упадет даже в герметичной системе из-за физики газов (закон Гей-Люссака). Поэтому пневмоиспытания следует проводить в помещениях со стабильной температурой или вносить поправку на термический коэффициент.
Еще одна критическая особенность — скорость заполнения. Подавать воздух в клапан нужно медленно, чтобы избежать адиабатического нагрева. Быстрое наполнение может нагреть газ до температур, опасных для полимерных уплотнений (PTFE, NBR), вызывая их оплавление или потерю эластичности прямо во время теста. Мы фиксировали случаи, когда новые уплотнительные кольца выходили из строя именно из-за слишком быстрого открытия воздушного вентиля на стенде. Используйте редукторы с плавной регулировкой потока и никогда не открывайте магистраль на полную мощность мгновенно.
Анализ результатов, диагностика неисправностей и ведение документации
Завершение цикла испытаний не означает окончание работы. Самый важный этап — интерпретация полученных данных и принятие решения о судьбе клапана. Результаты должны быть задокументированы в протоколе испытаний, который становится частью паспорта изделия. В эпоху цифровизации современные стенды позволяют автоматически экспортировать графики давления и времени, но ответственность за финальную оценку все равно лежит на операторе.
При анализе утечек важно отличать допустимые явления от брака. Например, для задвижек с двойным дисковым затвором характерна небольшая миграция среды через уплотнение в первые минуты после закрытия, пока система не сбалансируется. Неопытный оператор может забраковать хороший клапан, увидев первые капли. С другой стороны, стабильная струйка или быстрое падение давления указывают на серьезные проблемы: царапины на седле, отсутствие притирки, повреждение уплотнительного кольца или недостаточный крутящий момент закрытия. В таких случаях необходимо провести дефектовку: разобрать узел, осмотреть детали под лупой, выявить причину и устранить её.
Частые ошибки при диагностике:
- Неверная оценка “потения” сварных швов. Иногда влага выступает на поверхности шва не из-за сквозной трещины, а из-за конденсации влаги из воздуха на холодном металле после расширения газа или испарения остатков воды снаружи. Протрите поверхность насухо и приложите сухую фильтровальную бумагу. Если бумага мокнет изнутри шва — это брак. Если остается сухой — это конденсат.
- Игнорирование температурного фактора. Как упоминалось ранее, температура влияет на давление. При длительных тестах (более 30 минут) колебания температуры в цеху могут исказить результаты. Если давление упало на 2-3%, прежде чем браковать изделие, проверьте температуру окружающей среды и пересчитайте ожидаемое давление по формуле состояния газа (для пневматики) или учтите тепловое расширение жидкости.
- Недостаточное время выдержки. Некоторые стандарты требуют выдержки до нескольких часов для крупных клапанов высокого давления. Сокращение этого времени “для экономии времени смены” недопустимо. Микроутечки могут проявиться только спустя длительное время, когда материал уплотнения начнет ползти под нагрузкой.
Документирование должно быть полным. Протокол должен содержать: дату, номер стенда, ФИО оператора, серийный номер клапана, тип рабочей среды, график нарастания давления, время выдержки, результат (Pass/Fail), подписи ответственных лиц. Для предприятий, работающих по ISO 9001, как ООО «Юнцзя Дэли», прослеживаемость этих данных является обязательным требованием аудита. Архивирование этих отчетов позволяет в будущем анализировать статистику брака и улучшать производственные процессы.
Техническое обслуживание стенда и продление срока службы оборудования
Испытательный стенд — это сложный гидравлический агрегат, который сам нуждается в регулярном обслуживании. Пренебрежение ТО приводит к дрейфу показаний манометров, снижению производительности насосов и, в конечном итоге, к дорогостоящему ремонту. Регламент обслуживания зависит от интенсивности эксплуатации, но есть базовые правила, универсальные для любого оборудования такого класса.
Контроль рабочей жидкости. Вода в баке должна быть чистой. Раз в месяц (или чаще, при интенсивной работе) проверяйте прозрачность воды и наличие осадка. При появлении ржавчины или мути слейте жидкость, промойте бак и залейте свежую воду с добавлением ингибиторов коррозии. Для масляных систем обязательно следите за цветом масла и его вязкостью. Почернение масла говорит о загрязнении продуктами износа или окислении. Замена фильтров тонкой очистки должна проводиться строго по регламенту производителя насосной станции, обычно каждые 500-1000 моточасов.
Проверка измерительных приборов. Манометры и датчики давления имеют свойство “уставать”. Пружина внутри манометра со временем теряет упругость, что приводит к занижению показаний. Раз в полгода (или раз в год, в зависимости от требований метрологической службы вашей страны) все приборы должны проходить поверку в аккредитованной лаборатории. Использование неповеренного прибора делает все протоколы испытаний юридически ничтожными. Мы рекомендуем иметь комплект эталонных манометров высшего класса точности для внутренней сверки показаний рабочих приборов перед началом каждой важной серии испытаний.
Уход за уплотнениями и захватами. Резиновые уплотнения на гидроцилиндрах и фитингах стареют даже без работы. Раз в год проводите профилактическую замену всех сальников и O-рингов в гидравлической системе, независимо от их внешнего вида. Трещины на резине могут появиться внезапно под давлением. Металлические части захватов и столов следует регулярно смазывать консистентной смазкой, чтобы предотвратить закисание резьбовых соединений и облегчить центровку. Ржавчина на направляющих колоннах стенда увеличивает трение и может привести к заклиниванию траверсы.
В заключение, эксплуатация стенда для испытания клапанов требует дисциплины, внимания к деталям и постоянного обучения персонала. Оборудование, произведенное такими компаниями, как ООО «Юнцзя Дэли», обладает высоким запасом надежности и способно служить десятилетиями, но только при условии грамотного обращения. Инвестиции в качественное обучение операторов и своевременное ТО окупаются отсутствием простоев и репутацией надежного поставщика арматуры. Помните: безопасность людей и качество продукции всегда приоритетнее скорости выполнения плана.
Для получения подробных технических характеристик, консультаций по подбору конфигурации стенда под ваши задачи или заказа сервисного обслуживания, свяжитесь с нами сегодня. Наши инженеры готовы помочь вам организовать безопасный и эффективный участок входного контроля и испытаний.