






Как правильно установить и калибровать испытательную стойку для клапанов
2026-05-25
- Прямой ответ: точность монтажа определяет срок службы стенда
- Подготовка площадки и требования к фундаменту
- Механическая сборка и монтаж гидравлической системы
- Электрическое подключение и настройка системы управления
- Процедура первичной калибровки и пробные испытания
- Типичные ошибки эксплуатации и методы их устранения
- Стандарты качества и сертификация оборудования
- Часто задаваемые вопросы
Прямой ответ: точность монтажа определяет срок службы стенда
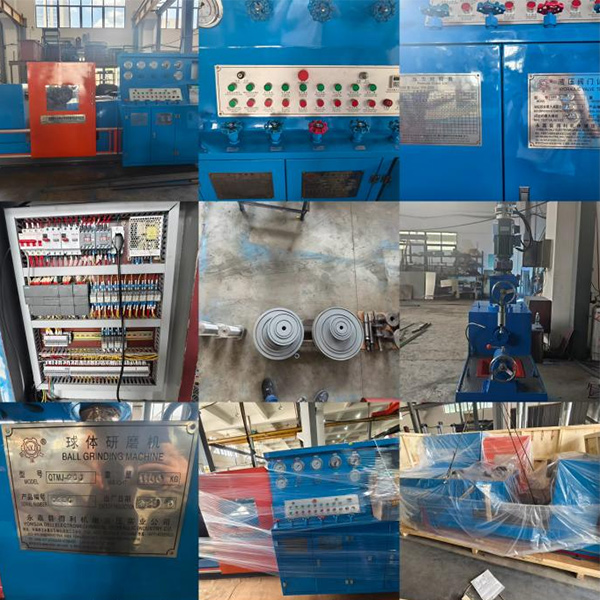
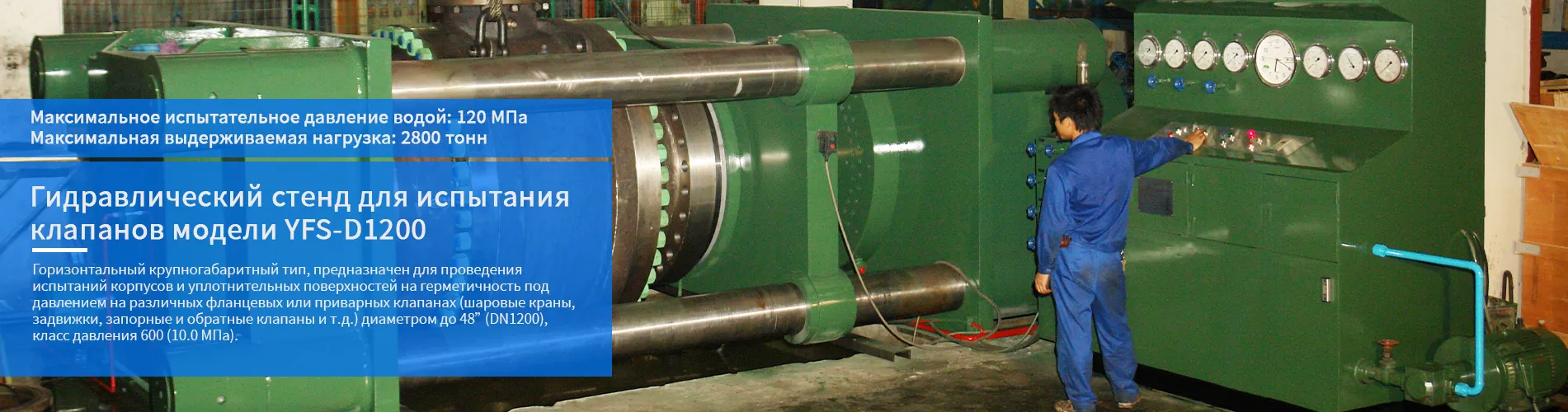
Правильная установка и калибровка испытательного стенда для клапанов требуют строгого соблюдения уровня фундамента, чистоты гидравлической жидкости и последовательной проверки датчиков давления перед первым запуском. Ошибка на этапе выравнивания рамы всего на 2 мм может привести к перекосу штока гидроцилиндра и выходу оборудования из строя через 6 месяцев эксплуатации. Мы в ООО «Юнцзя Дэли», производящем гидравлические системы с 1994 года, видели десятки случаев, когда клиенты игнорировали подготовку основания, что приводило к утечкам масла под давлением 30 МПа и простоям производства. Ключевой параметр — не скорость сборки, а геометрическая точность сопряжения узлов. Если вы планируете тестировать запорную арматуру DN15–3200, начните с проверки несущей способности пола и наличия трехфазного питания с заземлением.
Подготовка площадки и требования к фундаменту
Фундамент под испытательный стенд должен выдерживать динамические нагрузки, превышающие статический вес оборудования в 1,5 раза. Многие инженеры ошибочно полагают, что достаточно просто поставить станок на ровный бетонный пол. В нашей практике один завод в Татарстане сэкономил на усилении плиты перекрытия, и через год эксплуатации вибрация от гидронасоса привела к образованию микротрещин в основании. Это вызвало смещение оси вращения патрона и потерю герметичности в узлах крепления клапана. Для оборудования, работающего с давлением до 40 МПа, минимальная толщина бетонной плиты должна составлять 200 мм с армированием сеткой 12 мм.
Горизонтальность поверхности проверяется прецизионным уровнем с чувствительностью не менее 0,02 мм/м. Допустимое отклонение по всей длине рамы стенда не должно превышать 0,5 мм. Если перепад высот больше, используйте регулировочные клинья из закаленной стали, но никогда не применяйте деревянные прокладки или мягкие полимерные материалы — они дают усадку под нагрузкой. Перед установкой очистите поверхность от масел, пыли и строительного мусора. Гидравлические соединения чувствительны к вибрациям, поэтому расстояние от стенда до других источников колебаний (прессов, компрессоров) должно быть не менее 3 метров.
Особое внимание уделите организации дренажа. Поскольку испытания часто проводятся с использованием воды или водно-масляной эмульсии, пол вокруг установки должен иметь уклон 1-2 градуса в сторону сливного трапа. Попавшая на пол жидкость создает риск скольжения персонала и коррозии нижней части рамы. В компании ООО «Юнцзя Дэли» мы рекомендуем сразу монтировать локальные поддоны под зонами возможных протечек, особенно под гидробаком и насосной станцией. Это простое действие спасет вас от дорогостоящей уборки и экологических штрафов.
Температурный режим помещения также влияет на точность измерений. Резкие перепады температуры вызывают тепловое расширение металлических деталей рамы, что меняет калибровку датчиков силы и давления. Оптимальный диапазон для работы испытательного комплекса — от +15°C до +25°C. Если ваш цех не отапливается зимой, предусмотрите систему подогрева гидравлического масла перед запуском, так как вязкость жидкости при низких температурах резко возрастает, создавая нагрузку на насос.
Проверьте наличие коммуникаций до начала монтажных работ. Подвод электроэнергии должен соответствовать мощности двигателя насосной станции с запасом 20%. Для трехфазных двигателей обязательно наличие устройства защитного отключения (УЗО) и надежного контура заземления с сопротивлением не более 4 Ом. Отсутствие качественного заземления может привести к накоплению статического электричества и повреждению электронной платы контроллера. Убедитесь, что кабель-каналы защищены от механических повреждений и не пересекают зоны проезда погрузчиков.
Действие: Проведите геодезическую съемку пола и запросите у главного энергетика схему подводки электричества перед доставкой оборудования.
Механическая сборка и монтаж гидравлической системы
Сборка механической части начинается с установки центральной рамы и направляющих. Используйте только оригинальный крепеж, поставляемый с оборудованием, так как болты классов прочности ниже 8.8 могут не выдержать циклических нагрузок при затяжке крупных клапанов. При монтаже зажимных патронов убедитесь, что плоскости прилегания идеально чистые. Даже мелкая металлическая стружка между фланцем патрона и рамой приведет к биению при вращении, что сделает невозможным проведение испытаний на герметичность высокого давления. Смажьте резьбовые соединения антифрикционным составом перед затяжкой, чтобы предотвратить прикипание болтов в будущем.
Гидравлические рукава высокого давления (РВД) требуют особого обращения при прокладке. Радиус изгиба шланга не должен быть меньше минимально допустимого значения, указанного в паспорте изделия. Перекручивание рукава даже на небольшой угол снижает его ресурс на 30-40%. Крепите шланги хомутами через каждые 50-70 см, избегая натяжения. Вибрация от работающего насоса быстро разрушает места соединений, если шланг находится в напряженном состоянии. Мы наблюдали ситуацию, когда неправильная трассировка РВД привела к разрыву магистрали на давлении 25 МПа, что чуть не закончилось травмой оператора.
Перед заполнением системы маслом тщательно продуйте все линии сжатым воздухом для удаления технологической консервационной смазки и металлической пыли. Загрязнение гидравлической жидкости является причиной 60% отказов насосного оборудования. Используйте масло марки, рекомендованной производителем (обычно ISO VG 46 или VG 68), и убедитесь, что оно прошло фильтрацию до класса чистоты NAS 1638 не хуже 7-го класса. Заливка масла должна происходить через фильтр-воронку с мелкоячеистой сеткой. Уровень масла в баке должен находиться между метками MIN и MAX на указателе; работа при низком уровне вызывает кавитацию насоса.
При подключении гидроцилиндров проверьте свободу хода штоков. Шток должен двигаться плавно, без рывков и заеданий на всем протяжении рабочего хода. Любое сопротивление указывает на перекос цилиндров или попадание посторонних предметов в уплотнения. Затяжку гаек на штоках производите динамометрическим ключом согласно спецификации. Перетяжка приводит к деформации сальников и быстрому износу, а недотяжка — к самопроизвольному откручиванию под вибрацией. В оборудовании, разработанном ООО «Юнцзя Дэли», предусмотрены специальные стопорные элементы, предотвращающие ослабление соединений, но контроль момента затяжки остается обязанностью монтажника.
Установите манометры и датчики давления в доступных для обслуживания местах, но защищенных от прямого механического воздействия. Подключите импульсные трубки к точкам отбора давления так, чтобы в них не образовывались воздушные пробки. Воздух в системе сжимается, делая показания давления нестабильными и затрудняя точную калибровку. После сборки всех узлов еще раз визуально осмотрите все соединения на предмет забытых инструментов, ветоши или лишних деталей. Закройте открытые порты заглушками до момента подключения.
Действие: Составьте чек-лист всех механических соединений и отметьте галочкой каждый проверенный узел перед подачей питания.
Электрическое подключение и настройка системы управления
Подключение шкафа управления требует квалификации электрика не ниже 3-й группы допуска. Перед подачей напряжения измерьте сопротивление изоляции силовых цепей мегаомметром — оно должно быть не менее 0,5 МОм. Проверьте правильность чередования фаз, так как реверсивное включение трехфазного двигателя насоса может привести к поломке гидронасоса за несколько секунд. На современных стендах защита от неправильного чередования фаз встроена в контроллер, но полагаться только на электронику рискованно. Убедитесь, что все клеммы в шкафу надежно затянуты; плохой контакт вызывает нагрев и оплавление изоляции.
Настройка параметров в контроллере начинается с ввода паспортных данных гидроцилиндров: площади поршня, рабочего хода и максимального усилия. Ошибка в этих цифрах приведет к неверному расчету давления и усилия зажима. Например, если вы введете диаметр цилиндра 100 мм вместо реальных 125 мм, система будет создавать избыточное давление, пытаясь достичь заданного усилия, что опасно для испытуемого клапана. Внесите данные о предельных значениях давления и крутящего момента, при достижении которых система должна аварийно остановиться. Эти лимиты должны быть на 10-15% выше рабочих параметров тестируемых изделий.
Калибровка датчиков давления и силы выполняется с использованием эталонных приборов поверенных в метрологической службе. Подключите образцовый манометр класса точности 0,6 или выше к контрольной точке системы. Плавно повышайте давление ступенями по 10% от максимума и сравнивайте показания контроллера с эталоном. Если расхождение превышает допустимую погрешность (обычно ±1%), внесите корректирующий коэффициент в настройки ПО. Аналогичная процедура проводится для тензодатчиков усилия. Не пропускайте эту процедуру, считая заводскую калибровку достаточной — при транспортировке датчики могли сбиться.
Проверьте работу концевых выключателей и аварийных кнопок. Нажатие кнопки “Стоп” должно мгновенно обесточивать двигатель насоса и сбрасывать давление в систему через предохранительный клапан. Задержка реакции более 0,5 секунды недопустима. Протестируйте логику работы автоматических циклов: открытие/закрытие клапанов, вращение патрона, подача давления. Убедитесь, что световая и звуковая сигнализация корректно информирует оператора о статусе процесса. В наших проектах мы настаиваем на дублировании аварийных цепей аппаратными средствами, независимыми от программного контроллера.
Сохраните конфигурацию системы на внешний носитель. Сделайте резервную копию всех параметров и пользовательских программ тестирования. В случае сбоя памяти контроллера это позволит восстановить работоспособность стенда за минуты, а не дни. Присвойте устройству уникальный сетевой адрес, если планируется интеграция в общую сеть предприятия для сбора данных. Защитите интерфейс оператора паролем, чтобы неквалифицированный персонал не мог изменить критические настройки безопасности.
Действие: Проведите полный цикл холостого запуска без испытуемого изделия и зафиксируйте все параметры в журнале пусконаладочных работ.
Процедура первичной калибровки и пробные испытания
Первое испытание проводится на калибровочном образце или заведомо исправном клапане небольшого диаметра. Не начинайте сразу с максимальных давлений и крупных диаметров DN1000+. Цель этапа — проверка герметичности самой испытательной системы. Подайте давление воды 1-2 МПа и выдержите 5 минут. Внимательно осмотрите все стыки, уплотнения патронов и соединения шлангов. Появление даже мелких капель указывает на дефект монтажа. Часто проблема кроется в загрязнении уплотнительных поверхностей патрона частицами ржавчины от старого клапана. Очистите посадочные места растворителем и повторите попытку.
Поэтапно увеличивайте давление до рабочего значения для данного типа клапанов. Контролируйте стабильность показаний манометра. Падение давления более чем на 5% за 1 минуту при отключенной подаче свидетельствует о внутренней утечке в гидросистеме или негерметичности испытуемого образца. Для дифференциации источника утечки перекройте отсекающий вентиль между стендом и клапаном. Если давление падает только в контуре клапана — проблема в изделии. Если падает во всей системе — ищите неплотность в стенде. Мы рекомендуем использовать мыльный раствор для поиска утечек воздуха при пневматических испытаниях, так как пузырьки визуально локализуют проблему.
При испытаниях на крутящий момент убедитесь, что редуктор и привод вращения работают синхронно с показаниями датчика момента. Резкие скачки значения момента могут говорить о заклинивании механизма вращения или неравномерной смазке шпинделя. Откалибруйте нулевое значение момента перед каждым новым тестом, особенно если менялась оснастка. Вес тяжелых фланцев может давать начальную нагрузку на датчик, которую необходимо компенсировать программно. Игнорирование этого фактора приводит к занижению реального момента открытия клапана в протоколе испытаний.
Заполните протокол испытаний по форме, соответствующей требованиям вашего предприятия или заказчика. Современные стенды ООО «Юнцзя Дэли» позволяют автоматически генерировать отчеты с графиками зависимости давления от времени и момента от угла поворота. Проверьте корректность вывода данных на печать или в файл. Архивируйте результаты каждого теста с привязкой к серийному номеру клапана. Это создаст базу данных для анализа качества продукции и претензионной работы в будущем.
Обучите операторов работе с оборудованием. Человек, нажимающий кнопки, должен понимать физику процесса, а не просто следовать инструкции. Он должен знать, как ведет себя клапан при разрушении, как правильно стравливать остаточное давление и какие признаки указывают на неисправность стенда. Проведите тренировку действий в аварийной ситуации. Безопасность персонала всегда приоритетнее скорости выполнения плана испытаний.
Действие: Выполните серию из трех повторяющихся циклов испытаний на одном образце для подтверждения воспроизводимости результатов.
Типичные ошибки эксплуатации и методы их устранения
Самая распространенная ошибка — использование несоответствующей рабочей жидкости. Некоторые пользователи заливают в систему обычное моторное масло или отработку, что приводит к разрушению резиновых уплотнений и засорению пропорциональных клапанов. Гидравлическое масло должно иметь конкретные характеристики вязкости и противоизносных присадок. Замена масла должна проводиться регулярно, согласно регламенту, с обязательной промывкой бака. Фильтры тонкой очистки следует менять при каждом изменении цвета масла или росте перепада давления на фильтроэлементе.
Вторая частая проблема — перегрузка оборудования beyond паспортных значений. Попытка зажать клапан усилием, превышающим номинал стенда “на глазок”, приводит к пластической деформации направляющих и поломке винтовых пар. Всегда ориентируйтесь на показания датчиков силы, а не на субъективные ощущения. Если клапан не зажимается при достижении предельного усилия, значит, выбран неправильный тип кулачков или размер патрона. Технические специалисты ООО «Юнцзя Дэли» всегда подчеркивают: запас прочности конструкции не означает возможность постоянной работы в зоне перегрузки.
Игнорирование технического обслуживания гидравлических компонентов ускоряет износ насосов и распределителей. Отсутствие контроля уровня масла ведет к кавитации, которая выедает рабочие поверхности шестерен и плунжеров. Работа на холодном масле (ниже +10°C) без предварительного подогрева вызывает скачки давления и гидроудары. Внедряйте практику ежедневного визуального осмотра: проверка уровней, температур, наличие течей. Регулярная протяжка крепежа рамы предотвращает развитие усталостных трещин от вибрации.
Неправильная подготовка испытуемых клапанов также влияет на результаты. Попадание грязи в полости клапана перед испытанием может имитировать неисправность уплотнений. Всегда очищайте и обезжиривайте клапан перед установкой в стенд. Используйте защитные заглушки на патрубках до момента монтажа. При испытаниях агрессивных сред убедитесь, что материал уплотнений стенда совместим с тестируемой средой, или используйте промежуточные адаптеры.
Отсутствие документирования изменений в настройках системы приводит к хаосу при смене операторов. Если кто-то изменил коэффициенты калибровки или пределы срабатывания защиты, это должно быть зафиксировано в журнале. Хаотичные настройки делают невозможным анализ причин брака продукции. Ведите журнал ремонтов и замен комплектующих. История жизни оборудования помогает прогнозировать будущие отказы и планировать закупку запчастей заранее.
Действие: Разработайте и утвердите график планово-предупредительного ремонта (ППР) для вашего конкретного стенда с учетом интенсивности эксплуатации.
Стандарты качества и сертификация оборудования
Работа испытательного оборудования должна соответствовать международным и национальным стандартам. В России и странах ЕАЭС основным документом является ГОСТ 29976-93, регламентирующий методы испытаний арматуры трубопроводной на прочность и герметичность. Также широко применяются стандарты API 598 (Valve Inspection and Testing) и ISO 5208. Оборудование, произведенное ООО «Юнцзя Дэли», сертифицировано по ISO 9001, что гарантирует стабильность процессов производства и контроля качества. Наличие сертификата соответствия ЕАС обязательно для легальной эксплуатации стенда на территории Таможенного союза.
Метрологическая поверка средств измерений (манометров, датчиков силы, моментов) является обязательным требованием законодательства. Периодичность поверки обычно составляет 1 год, но может быть изменена в зависимости от условий эксплуатации. Использование неповеренных приборов делает результаты испытаний юридически ничтожными в случае судебных разбирательств из-за аварии на объекте. Сотрудничайте только с аккредитованными метрологическими центрами, имеющими право выдавать свидетельства государственного образца.
Безопасность персонала регулируется правилами охраны труда при эксплуатации грузоподъемных машин и сосудов под давлением. Стенд для испытания клапанов фактически является сосудом под давлением сложной конфигурации. Все сварные швы гидравлических ресиверов и цилиндров должны быть проконтролированы неразрушающими методами (ультразвук, рентген). На видном месте должна быть размещена табличка с указанием разрешенного давления и даты следующего освидетельствования.
Экологические нормы требуют предотвращения разлива технических жидкостей. Система должна быть оснащена поддонами и датчиками протечки. Утилизация отработанного масла и промасленной ветоши должна проводиться специализированными организациями по договору. Нарушение экологических норм влечет за собой серьезные штрафы и приостановку деятельности предприятия.
Действие: Проверьте сроки действия сертификатов на ваше оборудование и запланируйте очередную поверку измерительных приборов.
Часто задаваемые вопросы
Как часто нужно менять гидравлическое масло в стенде?
Срок замены зависит от интенсивности работы и условий эксплуатации, но в среднем составляет 2000 моточасов или один раз в год. Если масло потемнело, появилось запах гари или увеличилась вязкость, замену нужно произвести немедленно независимо от наработки. Используйте только масла, рекомендованные производителем стенда.
Можно ли испытывать на одном стенде клапаны разных производителей?
Да, универсальность — главное преимущество современных гидравлических стендов. Главное условие — наличие подходящей оснастки (патронов, переходных фланцев) для конкретного типа присоединения клапана. Программное обеспечение позволяет сохранять настройки для разных типоразмеров, что ускоряет переналадку.
Что делать, если датчик давления показывает нестабильные значения?
Нестабильность показаний чаще всего вызвана наличием воздуха в гидросистеме или неисправностью самого датчика. Сначала попробуйте прокачать систему, открыв воздухоудалительные клапаны. Если это не помогло, проверьте электрические контакты разъема датчика и целостность кабеля. Возможно, потребуется замена датчика или его повторная калибровка.
Требуется ли специальное разрешение для эксплуатации стенда?
Для эксплуатации самого стенда как станка специальное разрешение не требуется, но персонал должен пройти обучение охране труда. Однако, если стенд классифицируется как сосуд под давлением выше определенных параметров, может потребоваться регистрация в органах Ростехнадзора. Уточните класс опасности вашего оборудования в паспорте изделия.
Какова гарантия на оборудование ООО «Юнцзя Дэли»?
Компания предоставляет гарантию 12 месяцев с момента ввода в эксплуатацию, но не более 18 месяцев с даты отгрузки. Гарантия распространяется на дефекты материалов и изготовления. В течение гарантийного срока осуществляется бесплатная замена вышедших из строя узлов и техническая поддержка специалистов завода.
Правильная установка и регулярное обслуживание испытательного стенда для клапанов — это инвестиция в безопасность вашего производства и качество продукции. Игнорирование правил монтажа ведет к авариям, а пренебрежение калибровкой — к браку. Выбирайте надежное оборудование от проверенных производителей, таких как ООО «Юнцзя Дэли», которое сочетает в себе многолетний опыт и современные технологии. Наши гидравлические стенды для испытания клапанов DN15–3200 готовы к работе в самых суровых условиях, обеспечивая точность и надежность каждого теста. Узнать подробнее о моделях стендов для испытания клапанов и получить консультацию инженера вы можете, связавшись с нами сегодня. Свяжитесь с нами сегодня для обсуждения ваших задач.