






Как выбрать стенд для испытания клапанов для водоснабжения и отопления
2026-05-28
- Как выбрать стенд для испытания клапанов: прямой ответ на главный вопрос
- Критические технические параметры: давление, диаметр и тип привода
- Конструкция зажимного механизма и система безопасности оператора
- Автоматизация процессов и соответствие международным стандартам
- Экономическое обоснование: стоимость владения против цены покупки
- Пошаговый алгоритм выбора и приема оборудования
- Часто задаваемые вопросы
- Заключение и следующие шаги
Как выбрать стенд для испытания клапанов: прямой ответ на главный вопрос
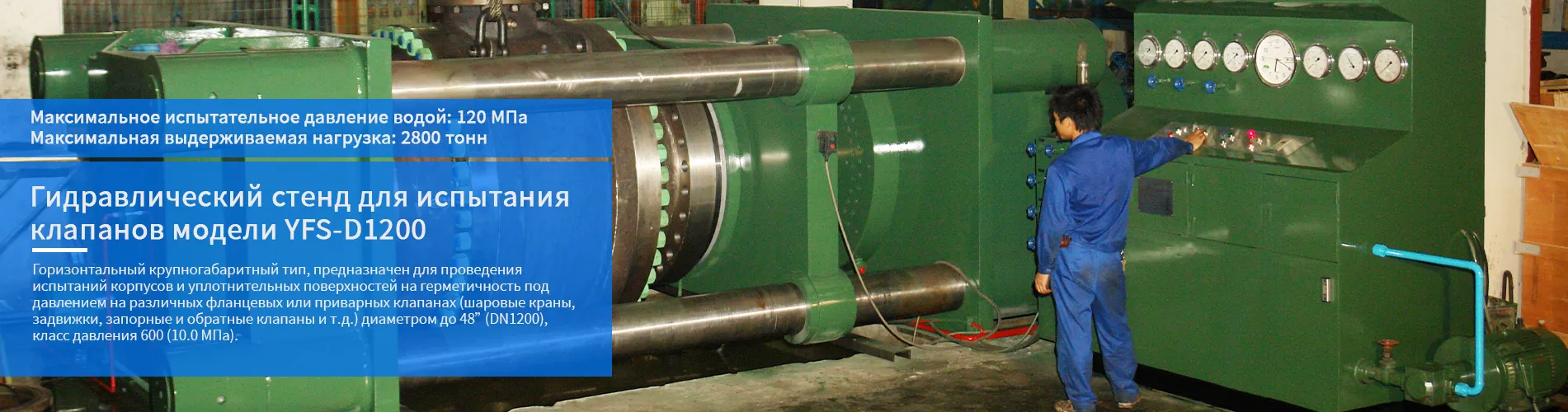
Выбор правильного стенда для испытания клапанов зависит от трех критических параметров: максимального рабочего давления системы (МПа), диапазона диаметров трубопроводной арматуры (DN) и типа рабочей среды (вода, воздух или масло). Если вы покупаете оборудование «на вырост» без учета реальной номенклатуры клапанов, вы рискуете переплатить до 40% за неиспользуемые функции или, что хуже, получить станок, который не сможет герметизировать ваши самые крупные задвижки. В нашей практике встречались случаи, когда заводы закупали универсальные гидравлические прессы, оказавшиеся бесполезными для тестирования шаровых кранов высокого давления из-за недостаточной жесткости рамы и неправильной конфигурации зажимных губок. Эта статья даст вам пошаговый алгоритм выбора, основанный на реальных производственных задачах, а не на маркетинговых брошюрах.
Мы не будем тратить ваше время на общие фразы о «высоком качестве». Вместо этого мы разберем конкретные технические ловушки, с которыми сталкиваются инженеры при приемке оборудования, и объясним, почему сертификация ISO9001 важна не как бумажка, а как гарантия повторяемости результатов тестов. Вы узнаете, как отличить надежный станок от кустарной сборки по конструкции гидроцилиндров и системе безопасности, а также получите чек-лист вопросов, которые нужно задать поставщику перед подписанием контракта.
Критические технические параметры: давление, диаметр и тип привода
Первое, на что смотрит опытный инженер — это не красивая покраска корпуса, а паспортные данные гидравлической станции и конструктив станины. Стенд для испытания клапанов должен иметь запас прочности минимум в 1,5 раза от максимального требуемого давления. Если ваш технологический процесс требует проверки арматуры на 63 МПа, покупка станка с пределом ровно в 63 МПа является грубой ошибкой. Рабочее давление в системе постоянно испытывает пульсации, и работа на предельных значениях приведет к быстрому износу уплотнений и потенциальному разрыву шлангов высокого давления уже через полгода эксплуатации.
Диапазон диаметров (DN) определяет геометрию зажимного устройства. Стандартные модели часто покрывают диапазон от DN15 до DN300, но для магистральных трубопроводов требуются решения до DN3200. Здесь кроется важный нюанс: увеличение диаметра требует не просто более широких губок, а совершенно иной схемы распределения усилия зажима. Для малых диаметров достаточно одноцилиндрового прижима, тогда как для DN800 и выше необходима синхронизация четырех и более гидроцилиндров, чтобы избежать перекоса фланцев клапана во время опрессовки. Перекос ведет к ложным показаниям манометров и повреждению уплотнительных поверхностей самой тестируемой арматуры.
Тип рабочей среды диктует материал баков и систему фильтрации. Воздух и вода требуют разных подходов к подготовке. При пневматических испытаниях (воздухом) любая утечка несет риск взрывного разрушения энергии, поэтому такие стенды обязаны иметь усиленные защитные кожухи и системы аварийного сброса давления за доли секунды. Гидравлические испытания водой менее опасны в плане накопления энергии, но создают проблемы с коррозией внутренних полостей клапана и самого стенда, если не предусмотрена система осушки и добавления ингибиторов. Масло используется для высокоточных тестов на герметичность, где недопустимо даже микрокапельное подтекание, так как вязкость масла выявляет дефекты, незаметные при тесте водой.
В компании ООО «Юнцзя Дэли», которая работает на рынке с 1994 года, мы столкнулись с ситуацией, когда клиент настоял на использовании стандартных резиновых уплотнений в гидросистеме, работающей с агрессивными присадками. Через три месяца все манометрические линии вышли из строя, что остановило весь участок контроля качества. Этот случай научил нас всегда уточнять химический состав рабочей жидкости перед подбором материалов уплотнений. Поэтому при разработке наших гидравлических стендов мы закладываем возможность быстрой замены уплотнительных колец под разные среды без полной разборки узлов.
При оценке мощности привода обратите внимание на скорость наполнения камеры давлением. Дешевые насосы обеспечивают высокое давление, но крайне низкую производительность (литры в минуту), из-за чего цикл испытания одного крупногабаритного клапана растягивается с 15 минут до часа. Для серийного производства это критическая потеря времени. Рассчитайте необходимую производительность насоса исходя из объема внутренней полости ваших самых крупных клапанов: время заполнения не должно превышать 20-30% от общего цикла теста.
Сравнительная таблица требований к стендам для разных типов арматуры
| Параметр | Шаровые краны (Ball Valves) | Задвижки (Gate Valves) | Обратные клапаны (Check Valves) | Предохранительные клапаны |
|---|---|---|---|---|
| Ключевое испытание | Герметичность затвора и сальника | Герметичность в закрытом положении | Обратный ток и давление открытия | Точность срабатывания (давление) |
| Особенность зажима | Требуется фиксация от проворота (крутящий момент) | Двусторонний зажим фланцев | Вертикальная или горизонтальная установка | Высокоточный манометрический контроль |
| Риск ошибки | Срыв шлицов штока при тесте момента | Перекос клина при неравномерном давлении | Неверная ориентация потока среды | Инерционность стрелки манометра |
| Рекомендуемая среда | Вода + воздух (для финальной продувки) | Вода (гидростатика) | Вода или керосин | Пар или азот (специфические стенды) |
Анализируя эту таблицу, вы увидите, что универсальный стенд — это миф. Оборудование, идеально подходящее для задвижек, может быть непригодным для точной настройки предохранительных клапанов без дополнительной модернизации измерительной части. Ваш выбор должен базироваться на том, какой тип продукции составляет более 70% вашего портфеля. Остальные 30% можно тестировать на адаптированном оборудовании с потерей эффективности, но пытаться сделать всё на одном станке — значит не сделать ничего качественно.
Конструкция зажимного механизма и система безопасности оператора
Зажимной механизм — это сердце любого испытательного стенда. Именно здесь происходит передача усилия от гидроцилиндров на корпус клапана. Существует два основных типа зажимов: механические (клиновые) и гидравлические самоцентрирующиеся. Механические системы дешевле в ремонте, но требуют ручной подгонки под каждый типоразмер, что увеличивает время переналадки с 5 до 20 минут. Гидравлические самоцентры, которые мы используем в современных линиях, автоматически подстраиваются под диаметр DN, сокращая время цикла до минимума. Однако у них есть слабое место — чувствительность к загрязнению гидравлического масла. Один кусочек металлической стружки может заклинить золотник распределителя, оставив клапан зажатым под давлением.
Безопасность оператора при испытании под высоким давлением — это не вопрос комфорта, а вопрос жизни и смерти. При разрыве испытуемого образца энергия сжатой жидкости или газа высвобождается мгновенно. Надежный стенд для испытания клапанов обязан иметь защитный кожух из пуленепробиваемого поликарбоната или стали толщиной не менее 4 мм. Но защита не ограничивается бронестеклом. Критически важна система блокировки: дверь защитной камеры должна быть связана с гидравлическим контуром таким образом, чтобы запуск давления был невозможен при открытой двери, а открытие двери — при наличии остаточного давления в системе.
Мы видели последствия игнорирования этого правила. На одном из заводов-партнеров оператор решил «быстро подтянуть гайку» на фланце, находящемся под давлением 10 МПа, потому что датчик блокировки был заблокирован скотчем. Результатом стал выброс струи воды под давлением, способной резать металл, и тяжелые травмы руки. Современные контроллеры должны иметь аппаратную, а не только программную защиту. Это означает, что даже при сбое электроники физический клапан не откроет доступ в опасную зону.
Еще один аспект безопасности — система аварийного сброса давления. В случае обнаружения критической утечки или разрушения образца, оператор должен иметь возможность одним нажатием кнопки («Грибок») мгновенно слить рабочую среду в резервуар. Время реакции такой системы не должно превышать 0,5 секунды. При тестировании больших объемов (например, клапанов DN1000) простая остановка насоса не поможет — инерция столба жидкости продолжит наращивать давление еще несколько секунд, чего может быть достаточно для катастрофы.
При выборе оборудования запросите у поставщика схему гидравлического контура с указанием маркировок предохранительных клапанов. Убедитесь, что настройка давления срабатывания предохранителей соответствует вашему максимуму плюс 10%. Часто производители экономят, ставя одни и те же клапаны на все модели, что приводит либо к постоянным ложным срабатываниям, либо к отсутствию защиты на низких давлениях. Профессиональный подход подразумевает индивидуальную калибровку каждой единицы оборудования перед отгрузкой.
Автоматизация процессов и соответствие международным стандартам
Современное производство немыслимо без цифровизации данных испытаний. Ручная запись показаний манометров в журнал — это путь к ошибкам и невозможности проследить историю качества изделия. Продвинутый стенд должен быть оснащен системой сбора данных (SCADA), которая в реальном времени строит график нарастания давления и фиксирует моменты падения (утечки). Программное обеспечение должно позволять экспортировать отчеты в форматах PDF или Excel с цифровой подписью ответственного лица. Это требование особенно актуально для поставщиков в нефтегазовый сектор, где аудиторы запрашивают протоколы испытаний за последние 5 лет.
Соответствие стандартам ISO 9001 и специфическим отраслевым нормам (API 598, ГОСТ 9544, EN 12266) является обязательным фильтром при выборе поставщика оборудования. Сертификат ISO 9001 у производителя стенда, такого как ООО «Юнцзя Дэли», гарантирует не просто наличие документации, а выстроенную систему контроля качества на каждом этапе сборки. Это значит, что каждый сварной шов станины проверен ультразвуком, каждый гидроцилиндр прошел стендовые испытания, а электрическая схема собрана согласно единому стандарту, а не «как получилось».
Однако наличие сертификата у завода-изготовителя не освобождает вас от входного контроля. Мы рекомендуем провести приемочные испытания (FAT — Factory Acceptance Test) перед отгрузкой. Попросите протестировать на стенде ваш собственный клапан, желательно тот, который ранее вызывал сомнения или имел сложные дефекты. Если оборудование не может выявить известную вам проблему, его точность недостаточна для ваших задач. Также проверьте калибровку датчиков давления: они должны иметь действующие паспорта поверки, соответствующие классу точности не ниже 0,5%.
Интеграция с существующей ERP-системой предприятия — это следующий уровень зрелости. Стенд должен уметь передавать данные о результате теста («Годен/Не годен») непосредственно в систему учета, блокируя отгрузку бракованной продукции. Это исключает человеческий фактор, когда кладовщик может случайно отправить на склад клапан с неустранимой течью. Реализация такой функции требует открытого API со стороны производителя оборудования и готовности вашего IT-отдела к интеграции.
Не забывайте про эргономику и удобство обслуживания. Панель управления должна быть расположена так, чтобы оператор видел испытуемый образец, но находился в безопасной зоне. Доступ к фильтрам, маслостанции и электрическим шкафам должен быть свободным для проведения регламентных работ. Частая ошибка проектировщиков — размещение узлов обслуживания за тяжелой станиной, что превращает замену масла в многочасовую операцию с привлечением крана. Удобство обслуживания напрямую влияет на коэффициент технической готовности оборудования.
Экономическое обоснование: стоимость владения против цены покупки
Цена покупки стенда — это лишь верхушка айсберга. Реальные затраты раскрываются в первые три года эксплуатации через стоимость обслуживания, расход запчастей и простои. Дешевые аналоги часто используют компоненты неизвестных брендов: насосы, которые шумят и греются,电磁阀 (электромагнитные клапаны), которые залипают, и манометры, теряющие точность после первого скачка давления. В результате экономия в 20-30% при покупке превращается в убытки из-за простоев линии и брака продукции.
Рассмотрим пример расчета стоимости владения (TCO). Предположим, Стенд А стоит $30,000, а Стенд Б — $45,000. Стенд А требует замены уплотнений каждые 6 месяцев и имеет время переналадки 20 минут. Стенд Б служит 2 года без вмешательства и меняет типоразмер за 5 минут. При работе в две смены и тестировании 50 клапанов в день, потеря 15 минут на каждом цикте на Стенде А составляет более 200 часов простоя в год. При стоимости часа работы линии (зарплата + амортизация + энергия) в $50, годовые потери составят $10,000. Уже через полтора года Стенд Б становится выгоднее, не считая затрат на ремонт и брак.
Важным фактором является доступность запасных частей. Если производитель находится в другой стране и не имеет склада запчастей в вашем регионе, ожидание замены обычного фильтра может затянуться на месяц. Компания ООО «Юнцзя Дэли», обладая правом самостоятельного экспорта и опытом работы с 1994 года, понимает эту боль клиентов. Наличие сервисной поддержки и возможность быстрой доставки критических компонентов — это часть продукта, за которую стоит доплатить. Уточните у продавца список рекомендуемых запасных частей (Spare Parts List) и их наличие на складе.
Энергоэффективность также играет роль, особенно для крупных испытательных центров. Системы с рекуперацией энергии или частотным регулированием насосов могут снизить потребление электроэнергии на 30-40%. Это не только снижает операционные расходы, но и уменьшает тепловую нагрузку на цех, экономя деньги на вентиляции и кондиционировании летом. Запросите данные о потребляемой мощности в режиме холостого хода и под нагрузкой.
Наконец, оцените ликвидность оборудования. Качественный брендированный стенд сохраняет остаточную стоимость значительно лучше безымянного «конструктора». В случае расширения производства или изменения профиля деятельности вы сможете продать надежное оборудование по цене, близкой к рыночной, тогда как дешевый аналог придется списывать в лом. Инвестиции в качество — это страховка ваших капиталовложений на будущее.
Пошаговый алгоритм выбора и приема оборудования
Чтобы систематизировать процесс выбора, следуйте этому проверенному алгоритму. Он поможет избежать импульсивных решений и учесть все технические нюансы.
- Аудит текущей номенклатуры. Составьте полный список всех типов и размеров клапанов, которые вы планируете тестировать в ближайшие 5 лет. Выделите самый большой диаметр (DN max), самое высокое давление (PN max) и самый тяжелый вес изделия. Эти три цифры станут отправной точкой для технического задания. Не забудьте учесть перспективные заказы, о которых говорит отдел продаж.
- Определение типа испытаний. Решите, какие именно тесты являются приоритетными: только гидравлика на прочность, проверка на герметичность воздухом или комплексные испытания с замером крутящего момента. От этого зависит комплектация стенда: наличие компрессора, редукторов момента и специфических датчиков. Помните, что добавить функцию позже будет в разы дороже, чем заказать её сразу.
- Запрос коммерческих предложений с детальным ТЗ. Разослайте запрос минимум трем поставщикам, включая таких игроков, как ООО «Юнцзя Дэли», специализирующихся на гидравлических стендах для клапанов DN15–3200. Требуйте в ответе не только цену, но и гидравлическую схему, перечень комплектующих (бренды насосов, PLC, датчиков) и сроки поставки. Сравнение «яблок с яблоками» возможно только при наличии детальной спецификации.
- Проверка референсов и видео-демонстрация. Попросите контакты действующих клиентов, которые эксплуатируют аналогичное оборудование более 2 лет. Позвоните им и спросите о надежности и качестве сервиса. Если визит на завод невозможен, настаивайте на видеоконференции с демонстрацией работы стенда в реальном времени, а не на просмотре записанного рекламного ролика. Попросите показать процесс переналадки под другой размер.
- Финальные переговоры и контракт. На этом этапе обсудите условия гарантии, обучения персонала и шеф-монтажа. Включите в контракт пункт о проведении приемочных испытаний (FAT) с вашим участием или участием независимого эксперта. Четко пропишите штрафные санкции за срыв сроков поставки и несоответствие заявленным характеристикам. Только после этого подписывайте документы и вносите предоплату.
Следование этим шагам минимизирует риски и гарантирует, что полученное оборудование станет активом, а не проблемой. Каждый этап важен, но этап аудита и формирования ТЗ является фундаментальным: ошибка здесь неисправима последующими действиями.
Часто задаваемые вопросы
Какой срок службы у качественного стенда для испытания клапанов?
При соблюдении регламента технического обслуживания и работе в штатных режимах срок службы основного силового каркаса составляет не менее 15-20 лет. Гидравлические компоненты (насосы, уплотнения, шланги) требуют плановой замены каждые 3-5 лет в зависимости от интенсивности эксплуатации. Ключевым фактором долголетия является чистота рабочей жидкости: использование качественных фильтров и регулярный анализ масла продлевают жизнь дорогостоящим узлам в разы.
Можно ли модернизировать старый стенд под новые требования?
Да, в большинстве случаев модернизация возможна и экономически целесообразна. Чаще всего заменяют систему управления на современную PLC с сенсорным экраном, устанавливают новые датчики давления с цифровым выходом и обновляют насосную группу для повышения энергоэффективности. Однако если рама деформирована или имеет скрытые трещины усталости металла, полная замена оборудования будет безопаснее и дешевле бесконечных ремонтов.
Нужна ли специальная подготовка помещения для установки стенда?
Да, помещение должно иметь ровный бетонный пол, способный выдержать сосредоточенную нагрузку от веса станка и испытуемых изделий (часто более 2-3 тонн на кв. метр). Необходима подводка трехфазного электропитания соответствующей мощности и система отвода рабочей жидкости в случае аварийного слива. Для пневматических тестов требуется отдельное помещение или усиленная вентиляция из-за шума компрессоров и риска распространения масляного тумана.
Работаете ли вы с нестандартными проектами?
Абсолютно. Производство, такое как ООО «Юнцзя Дэли», специализируется на разработке индивидуальных решений. Если ваша продукция имеет уникальную геометрию или требует экстремальных параметров давления (выше 100 МПа), инженеры спроектируют стенд специально под ваши задачи. Это включает изготовление специальных адаптеров, нестандартных зажимов и интеграцию уникальных измерительных комплексов.
Заключение и следующие шаги
Выбор стенда для испытания клапанов — это стратегическое решение, определяющее качество вашей продукции и безопасность сотрудников на годы вперед. Не позволяйте низкой начальной цене затмить важность надежности, точности и сервисной поддержки. Правильно подобранное оборудование окупается за счет снижения брака, ускорения циклов тестирования и отсутствия внеплановых простоев. Помните, что в промышленном сегменте дешевое решение часто оказывается самым дорогим в долгосрочной перспективе.
Если вы готовы перейти от теории к практике и обсудить конкретные параметры будущего оборудования, свяжитесь с нашими инженерами. Мы поможем составить техническое задание, подберем оптимальную конфигурацию под ваш бюджет и обеспечим полную поддержку на всех этапах внедрения. Доверьте контроль качества профессионалам, чтобы ваша репутация оставалась безупречной.
Свяжитесь с нами сегодня для получения детальной консультации и расчета стоимости проекта. Узнайте больше о наших возможностях в разделе гидравлические испытательные стенды.





